Ezání závitů v otvorech součástí

Závitování je proces úpravy součásti, který zahrnuje použití matrice nebo jiných vhodných nástrojů k vytvoření závitového otvoru. Tyto otvory slouží ke spojení dvou částí. V důsledku toho jsou závitové součásti a součásti důležité v mnoha průmyslových odvětvích, jako je automobilový průmysl a výroba součástí.
Řezání závitů vyžaduje pochopení procesu, jeho požadavků, vybavení atd. V důsledku toho může být proces složitý. Tento článek tedy pomůže lidem, kteří se chtějí věnovat vytváření vláken, protože podrobně pojednává o vytváření vláken a dalších souvisejících věcech.
Otvory se závitem
Závitový otvor je kruhový otvor s vnitřním závitem vyrobený vrtáním součásti pomocí děrovacího nástroje. Vytváření vnitřních závitů je možné pomocí závitování, což je důležité, když nelze použít šrouby a matice.
Typy závitových otvorů
V závislosti na hloubce a dalších vlastnostech otvoru existují dva hlavní typy řezání závitů. Zde jsou jejich charakteristiky:
✅ Slepé otvory.
Slepé otvory neprocházejí součástí, kterou vrtáte. Mohou mít ploché dno při použití stopkové frézy nebo zúžené dno při použití běžného vrtáku.
✅ Průchozí otvory
Průchozí otvory zcela proniknou do obrobku. V důsledku toho mají dva otvory na opačných stranách obrobku.
Jak vytvořit závitové díry
Se správnými nástroji a znalostmi může být řezání velmi jednoduchým procesem. Pomocí následujících kroků můžete snadno řezat vnitřní závity na vašich dílech:
✅ Krok #1: Vytvořte otvor s jádrem.
Prvním krokem při výrobě závitového otvoru je vyříznutí závitového otvoru pomocí spirálového vrtáku s okem, abyste dosáhli požadovaného průměru otvoru. Zde musíte zajistit, že používáte správný vrták, abyste dosáhli nejen průměru, ale také požadované hloubky.
Poznámka. Povrchovou úpravu otvoru můžete také zlepšit aplikací řezného spreje na vrták před vytvořením otvoru pro závitování.
✅ Krok #2: Vytvořte zkosení na otvoru.
Srážení hran je proces, při kterém se vrták mírně pohybuje ve sklíčidle, dokud se nedotkne okraje otvoru. Tento proces pomáhá vyrovnat šroub a dosáhnout hladkého procesu závitování. V důsledku toho může srážení hran prodloužit životnost nástroje a zabránit tvorbě vyvýšených otřepů.
✅ Krok #3: Vyrovnejte díru.
To zahrnuje použití vrtačky a motoru k narovnání vytvořené díry. V této fázi je třeba věnovat pozornost několika věcem.
Velikost šroubu a velikost díry: Velikost šroubu určí velikost díry před závitem. Obecně je průměr šroubu větší než vyvrtaný otvor, protože závitování následně zvětší velikost otvoru. Všimněte si také, že ve standardní tabulce velikost vrtáku odpovídá velikosti šroubu, což vám může pomoci vyhnout se chybám.
Příliš hluboká: Pokud nechcete dělat hluboký otvor se závitem, musíte být opatrní s hloubkou otvoru. V důsledku toho byste měli dávat pozor na typ závitníku, který používáte, protože ovlivní hloubku otvoru. Například kuželový závitník nevytváří plný závit.
✅ Krok #4: Klikněte na vyvrtaný otvor.
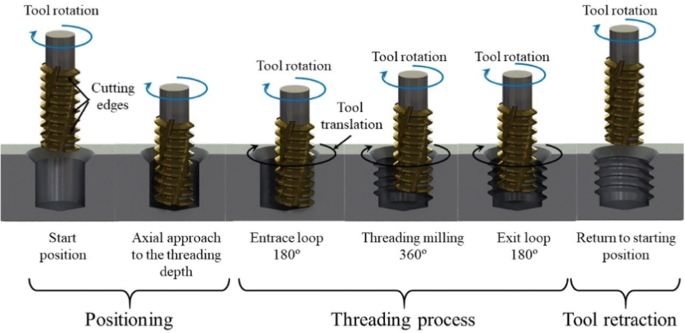
Závitování pomáhá vytvářet vnitřní závity v díře, takže spojení je pevné. Zahrnuje otáčení pálky ve směru hodinových ručiček. Při každém otočení o 360° ve směru hodinových ručiček však proveďte otočení o 180° proti směru hodinových ručiček, abyste zabránili hromadění třísek a vytvořili prostor pro řezné zuby.
Typy kohoutků
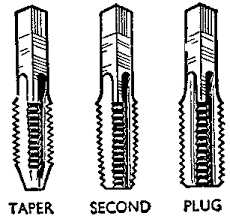
V závislosti na velikosti zkosení se pro řezání závitů při výrobě dílů používají různé typy závitníků.
✅ Kónický.
Kuželový závitník je díky své pevnosti a řeznému tlaku vhodný pro řezání tvrdých materiálů. Jedná se o nejpohodlnější nástroj pro řezání závitů, který se vyznačuje šesti až sedmi řeznými zuby, které se zužují od špičky. Kuželové závitníky jsou vhodné i pro obrábění slepých otvorů. Nedoporučuje se však používat tento závitník k dokončení operace, protože prvních deset závitů nemusí být zcela vytvořeno.
✅ Korkový kohoutek.
Korkový závitník je vhodnější pro hluboké a velké závitové otvory. Jeho mechanismus zahrnuje progresivní řezný pohyb, který postupně odřezává vnitřní závity. Proto se používá po kuželovém kohoutku.
Poznámka: Nedoporučuje se používat závitníky, když je vyvrtaný otvor blízko okraje obrobku. To může způsobit zlomení, když řezné zuby dosáhnou okraje. Kromě toho nejsou závitníky vhodné pro velmi malé otvory.
✅ Spodní kohoutek.
Spodní závitník má na začátku závitníku jeden nebo dva řezné zuby. Používáte je, když musí být díra velmi hluboká. Použití spodního závitníku závisí na požadované délce otvoru. Obvykle začínáte kuželovým nebo korkovým závitníkem a končíte spodním závitníkem, abyste získali dobré závity.
Vysoce kvalitní závitový otvor
Vytvoření úspěšné díry se závitem závisí na vlastnostech materiálu, se kterým pracujete, vlastnostech díry a několika dalších parametrech popsaných níže:
✅Tvrdost materiálu
Čím tvrdší je obrobek, tím větší je síla potřebná pro vrtání a řezání závitů. Například tvrdokovový závitník lze použít k řezání závitů v kalené oceli díky jeho vysoké tepelné odolnosti a odolnosti proti opotřebení. Chcete-li vyvrtat díru do plného materiálu, můžete provést následující:
✅ Snižte rychlost řezání;
✅ Stříhejte pomalu pod tlakem;
✅ Aplikujte na závitník mazivo, abyste usnadnili řezání závitů a zabránili poškození nástroje a materiálu;
✅ Dodržujte standardní velikost závitu;
Použitá velikost závitu může ovlivnit celý proces řezání. Tyto standardní rozměry usnadňují přesné přizpůsobení závitů součásti;
Můžete použít britský standard, GOST 8724-81 (ISO 261-98), americký standard. Norma metrického závitu je nejběžnější, přičemž velikosti závitu odpovídají stoupání a průměru. Například M6x1,00 má průměr šroubu 6 mm a průměr mezi závity 1,00. Mezi další běžné metrické velikosti patří M10x1,50 a M12x1,75.
✅ Zajistěte optimální hloubku otvoru.
Dosažení požadované hloubky otvoru může být obtížné, zejména u slepých otvorů se závitem (průchozí otvor je snazší kvůli spodnímu omezení). V důsledku toho musíte snížit řeznou rychlost nebo rychlost posuvu, abyste se vyhnuli příliš hlubokému nebo nedostatečnému zajetí.
✅ Vyberte si správné vybavení.
Použití správného nástroje může rozhodnout o úspěchu jakéhokoli výrobního procesu.
K vytvoření závitového otvoru můžete použít řezací nebo tvarovací závitník. Ačkoli oba mohou vytvářet vnitřní závity, jejich mechanismus je odlišný a váš výběr závisí na faktorech struktury materiálu a průměru šroubu.
✅ Řezací závitník: Tyto nástroje postupně řežou materiály za účelem vytvoření vnitřních závitů a ponechávají prostor pro závit šroubu.
✅ Tvářecí závitník: Na rozdíl od řezných závitníků zkroutí materiál a vytvoří závity. Díky tomu se netvoří třísky a proces je vysoce efektivní. Navíc je vhodný pro závitování měkkých materiálů, jako je hliník a mosaz.
✅ Rohové povrchy.
Při práci na nakloněné ploše může nástroj na řezání závitů sklouznout z povrchu nebo se zlomit, protože nevydrží ohybové zatížení. Se šikmými plochami proto pracujte opatrně. Například při práci na nakloněné ploše by měla být vyfrézována kapsa, která poskytne nástroji požadovaný rovný povrch.
✅ Správné umístění
Řezání závitů musí probíhat ve správné poloze pro efektivní a efektivní proces. Poloha plnění může být libovolná, například uprostřed a blízko okraje. Při řezání závitů blízko okraje by však bylo lepší být opatrní, protože chyby při řezání závitů mohou zničit kvalitu povrchu součásti a zlomit nástroj.
Často kladené otázky
Mohu závitovat závit ve stávající díře?
Ano, můžete vyklepat hotovou díru. Protože již máte díru, můžete ji vyklepat ručním nebo strojním závitníkem.
Lze závity řezat lisovacím nástrojem?
Ano, můžete řezat závity pomocí matrice. Tento proces zahrnuje použití sady závitníků a matric. Závitník řeže vnitřní závit v otvoru a matrice řeže vnější závit na krepovačce
díly, jako jsou šrouby a matice.
Vrtání je proces vytváření díry a závitování je metoda používaná k řezání závitů uvnitř díry, takže vrtací a závitovací nástroj se často používá v sérii k výrobě CNC dílů se závitovými otvory. Pokud jde o výběr velikostí vrtáků a závitníků, existují standardy tabulky velikostí vrtáků a závitníků. pro referenci.

Co je tabulka velikostí vrtáků a závitníků a proč je používat?
Při výrobě nestandardní CNC díly jsou často vyžadovány závitové otvory pro zajištění hotové součásti nebo pro usnadnění konstrukce. Jedním z nejběžnějších způsobů výroby závitových otvorů je vyvrtání otvoru požadované velikosti vrtákem a vyklepání. Lidé budou potřebovat tabulku velikostí vrtáku a tabulku velikostí závitníku, aby mohli určit vhodný závitník pro konkrétní velikost závitu nebo vhodný závitník pro existující díru.
Tabulka velikostí vrtáků je tabulka se seznamem standardních velikostí vrtáků v několika systémech měření, včetně zlomkových, metrických, numerických a abecedních. Zlomkové rozměry se měří v palcích, zatímco metrické rozměry se měří v milimetrech. Rozchod drátu a systém písmen se vztahují k průměru nástroje, který se zvětšuje, když se průřez drátu snižuje z #107 na #1 a poté pokračuje od A do Z. Desetinné ekvivalenty průměrů jsou uvedeny v anglických i metrických jednotkách.
Tabulka velikostí závitníku je tabulka, která uvádí standardní velikosti závitníku s průměrem a stoupáním závitu pro zlomkové, metrické a šroubové velikosti. Velikosti zlomků jsou v palcích, metrické velikosti jsou v milimetrech za písmenem „M“. Číslo velikosti šroubu odpovídá průměru, který je u větších velikostí šroubů větší. Stoupání závitu může být velké nebo malé a bude uvedeno za průměrem. Systémy zlomkové a šroubové velikosti používají počet závitů měřený v závitech na palec, např. UNF závit a UNC závit. . Metrický systém používá stoupání závitu, tedy vzdálenost mezi závity, měřenou v milimetrech.
Typy velikostí vrtáků
Velikosti metrických vrtáků : průměr bitu ve standardních metrických jednotkách délky.
Velikosti vrtáků na písmena : Velikosti jsou označeny písmeny, od velikosti A (nejmenší) po velikost Z (největší).
Velikosti vrtáků : Velikosti jsou číslovány a pohybují se od velikosti 80 (nejmenší) do velikosti 1 (největší). Velikosti čísel a písmen se obvykle používají pro spirálové vrtáky spíše než pro jiné tvary vrtáků.
Zlomkové velikosti vrtáků : Rozměry jsou zapsány jako neredukovatelné zlomky. ANSI B94.11M-1979 stanovuje standardy pro velikosti spirálových vrtáků s rovnou stopkou v rozsahu od 1/64″ do 1″ v krocích po 1/64″.
Desetinné velikosti vrtáků : zapsáno jako číslo se 4 desetinnými místy, což odpovídá velikosti vrtáku ve zlomcích palce
Seznam velikostí vrtáků a závitníků
Velikosti vrtáků (metrické jednotky)
Tabulka velikostí vrtáků uvádí nástroje do průměru 1,5 palce, ale často se používají větší nástroje.

Velikosti vrtáků (v angličtině)

Dotykové velikosti (metrické)
Pro každé množství závitu je zobrazeno ekvivalentní stoupání závitu a pro metrické závitníky je uveden přibližný počet závitů na základě stoupání. A konečně, každá standardní velikost závitníku má doporučenou velikost vrtáku. Vrták této velikosti by měl být použit k vyvrtání počátečního otvoru, který bude následně vyvrtán.

Dotykové rozměry (anglicky)

Stáhněte si tabulku velikostí vrtáků a závitníků
– Metrika grafu velikosti vrtáku
– Tabulka velikostí vrtáků v angličtině
– Klepněte na Metriku velikostního grafu
– Tabulka velikostí faucetu v angličtině
Související čtení: Průvodce výběrem vrtáku
- C# Operátory bitového a bitového posunu
- Java autopacking a rozbalení
- Jak rychle rozlišit up bity od down bitů?
- CNC přímé bity, vertikální řezné bity, přímé řezné bity a kompresní bity Úvod
- Co je to vrtání? – definice, postup a tipy
- Slévárenské nářadí a zařízení – seznam, názvy a obrázky
- Spirálová vrtačka: díly, typy a názvosloví s
- Standardní velikosti vrtáků pro CNC stroje (převodní stoly)
- Jak určit výkon jednofázového a třífázového transformátoru v kVA? Kalkulačka
- Co je to kohoutek?
Jak měřit drsnost povrchu | Převodní tabulka drsnosti povrchu | CNCLATHING Se změnami ve výrobních specifikacích a zpřísněním rozměrových tolerancí se vliv povrchové úpravy zvyšuje. Jak konstruktéři a obsluha CNC strojů určují, jakou povrchovou úpravu výrobek vyžaduje? Než začneme měřit drsnost povrchu, pojďme si rozumět
Základy GD&T: Termíny, definice a symboly GD&T | Co je GD&T | VYBAVENÍ Základem současných předpisů je obecná norma. GD&T je takový standard pro navrhování a výrobu sestav. V tomto článku vám představíme pojmy a definice GD&T. , stejně jako tabulka symbolů GD&T. Související četba: CAD elektrické symbolové bloky Základy GD&T – H
Nízkoprůtokové armatury: Dimenzování a stoupání závitů Úvod do armatur: Dimenzování a stoupání závitů Ziad Bedran, produktový manažer, školení Zdraví vašich průmyslových kapalinových systémů závisí na tom, zda každá součást spolupracuje při přepravě vaší procesní tekutiny na místo určení. Bezpečnost a výkon
Jak rozumět povrchové úpravě a tabulce drsnosti povrchu Plánujete uvést na trh nový produkt nebo máte různé návrhy dílů, které chcete vyrobit a sestavit? Drsnost povrchu vašich dílů hraje důležitou roli v životnosti a výkonu vašeho produktu. Například drsné povrchy mají obvykle vysokou