Jaká by měla být rychlost pásové pily na dřevo?
Vysoká rychlost pásové pily při řezání materiálu znamená velký požadovaný úhel roviny řezu a také efektivnější řezání.
Rychlost pásové pily je omezena vlastnostmi řezaného materiálu a množstvím tepla vznikajícího při řezání. Nadměrná rychlost pásové pily vytváří přebytečné teplo, které má vliv na její životnost.
Rychlost posuvu pily určuje hloubku pronikání zubů do řezaného materiálu. Pro dosažení co nejefektivnějšího řezání používejte nejvyšší možný posuv pily pro daný typ stroje. Je však limitován vlastnostmi materiálu a předpokládanou životností pily. Velký posuv ovlivňuje úhel řezné roviny. Řezání může být rychlejší, ale životnost pily se dramaticky zkrátí. Nižší posuv zvyšuje úhel řezné roviny, ale zároveň zvyšuje jeho cenu.
Husté, spálené hobliny – Je nutné snížit otáčky pásové pily a rychlost posuvu.
Tenké, drcené hobliny – Je nutné zvýšit rychlost posuvu pásové pily.
Zkroucené, stříbrné hobliny – Správná rychlost pásové pily a rychlost posuvu.
Rychlost bimetalových pásových pil
Příklad ekvivalentu podle normy (GOST)
Rychlost LA (m/min)
Obchodování s ocelovými tvary
0,8; 08KP; 08PS; 15KP
Středně uhlíková sírová ocel
30G, 30G-Sh, 45G2, 45G2-Sh, 30GSL, 27HGSSNMDTL
4135,4137, 4140, 4142
4145,4147, 4150, 4161
20ХМ, 20ХМ-Ш, 30ХМ
Nástrojová ocel pro práci za studena
Nástrojová ocel pro práci při zvýšených teplotách
316, 316L, 316F, 316N
Nimonic 32, 33, 40, 50, 60
420OF, 430F, 430FSE
disperzní tuhnutí (stárnutí)
AM350, AM355, AM362, AM363 Custom 450,
Custom 455, PH13 8MO,
15–5PH, 17–4PH, 17-7PH
slitina na bázi železa,
A286, Incoloy 901
20Cb3, Incoloy 800,
Incoloy 804, 825, RA 330
slitina na bázi niklu,
Inconel325, 700, 702,706,713,718,721,722,751, x-750
Nimonic 75, 80, 80A, 90, 95
René 41, 63, 77, 95, 100
Slitiny na bázi kobaltu, vysoké teploty
Litina z tvárné slitiny
Monel 400, 401, 404
Uvedené hodnoty odpovídají řeznému materiálu o šířce řezu 100 mm, pásové pile s 3/4 stoupáním, s chladicí kapalinou Band Ade.
Je nutné zvýšit rychlost pásové pily o:
- 15 % při řezání materiálu ≈ 6 mm široký (měřítko 10/14)
- 12 % při řezání materiálu ≈ 19 mm široký (měřítko 6/10)
- 10 % při řezání materiálu ≈ 32 mm široký (měřítko 5/8)
- 5 % při řezání materiálu ≈ 64 mm široký (měřítko 4/6)
Je nutné snížit rychlost pásové pily o:
- 12 % při řezání materiálu ≈ 200 mm široký (měřítko 2/3)
Terminologie
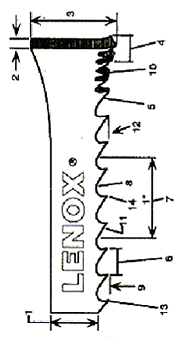
1 – Tělo pily – část pily, která neobsahuje zuby;
2 – Tloušťka – tloušťka pilového kotouče;
3 – Šířka – jmenovitá velikost pilového kotouče od špičky zubu k hřbetu kotouče;
4 – Nastavení – odbočení zubů doprava nebo doleva pro nerušený výstup pilin a průchod pilového kotouče řezem;
5 – Zuby – řezná část pásové pily;
6 – Rozteč zubů – vzdálenost mezi dvěma sousedními hroty zubů;
7 – Rozteč zubů – počet zubů na palec;
8 – Deprese – mezizubní prohlubeň na bázi zubu;
9 – Hloubka kavity – vzdálenost mezi vrcholem zubu a základní linií;
10 – Přední část zubu je povrch zubu, na kterém se tvoří třísky;
11 – Zadní část zubu – plocha zubu naproti řezné části;
12 – Zadní úhel zubu – úhel zadní části zubu, měřený vzhledem ke směru pohybu pily;
13 – Přední úhel zubu – úhel přední části zubu, měřený vzhledem k přímce kolmé ke směru pohybu pily;
14 – Vrchol zubu je řezná hrana zubu pily.
Přetížení pily
Se zvyšujícím se odporem v důsledku zvýšené rychlosti posuvu nebo změnou sekcí řezaného materiálu se zvyšuje tahové napětí v zadní části hřbetu pily a na řezné hraně se snižuje. To způsobí ohýbání pily, což ovlivňuje přímost řezu.
Způsoby, jak chránit pásovou pilu před přetížením:
- Vypočítejte skutečný, ekonomický řezný výkon pro jednotlivé operace. V praxi by to nemělo být 1/2 výkonu stroje udávaného výrobcem (u obtížných materiálů – 1/3).
- Použití širší pily. Použití širší pily zabrání přílišnému ohýbání, což vám umožní vyvinout větší tlak, což znamená větší pokrok.
- Změna nastavení průvodce. Doporučuje se držet vodítka co nejblíže řezanému materiálu, protože vodítka se širokým odstupem poskytují pile menší oporu.
- Zmenšení velikosti balení. Řezání menšího počtu prvků má pozitivní vliv na rychlost řezání a životnost pily.
- Změna upevnění materiálů nepravidelného tvaru. Přemístění nepravidelně tvarovaných materiálů ve svěráku může zvýšit řeznou rychlost.
- Kontrola opotřebení řemene. Při běžném používání pásové pily se její zuby otupí. V důsledku toho řeže pomaleji, spotřebovává více energie a produkuje nižší přesnost řezání.
- Kontrola dalších faktorů, které určují efektivitu řezání. Měli byste zkontrolovat správnou volbu posuvu, rychlosti pily, volbu rozteče zubů pro řezaný materiál.
Upevňovací materiál ve svěráku
Způsob upnutí materiálu ve svěráku může mít velký vliv na cenu řezání. Často nakládání menších dávek řezaných materiálů zvýší efektivitu řezání. Všechny stroje mají určitou nosnost svěráku a maximální průřez řezaného materiálu. Průměrná praktická úroveň využití plného objemu svěráku je 1/2 a v případě obtížných materiálů 1/3 objemu udávaného výrobcem.
Při řezání materiálů jako jsou zakřivené díly, I-nosníky, trubky je důležité zajistit materiál tak, aby pásová pila řezala případně hustší úsek.
Faktor chlazení
Pro chlazení a mazání pásové pily je nutné použití chladicích kapalin. To výrazně zvyšuje jeho pevnost a účinnost řezání. Nedostatek řezné kapaliny může způsobit nadměrné tření, což má za následek poškození zubů pily. To zpomaluje proces řezání a vyžaduje více energie na zpracování materiálu.
Je třeba dodržovat pokyny výrobce týkající se míchání a stříkání chladicí kapaliny (správný poměr mísení) a také:
- skladujte dostatečné množství řádně namíchané kapaliny;
- nedostatek řezné kapaliny by měl být doplněn směsí ve správném poměru;
- použijte refraktometr a vizuálně zkontrolujte čistotu chladicí kapaliny;
- zajistit, aby chladicí systém fungoval spolehlivě.
Je třeba připomenout, že příliš zředěná chladicí kapalina vede ke špatnému mazání a nedostatečnému chlazení, což může způsobit rychlé opotřebení zubů a poškození pily.
Snížený objem
Když zub při řezání materiál stříhá, třísky se skládají do řezu v mezizubní dutině. Správně zvolená pásová pila umožňuje rovnoměrné zvlnění třísek a jejich odstranění z řezu. Pokud se řeže příliš mnoho materiálu najednou, třísky ucpají řeznou spáru pásové pily, čímž se zvýší odolnost vůči procesu řezání. To způsobí přetížení stroje, ztrátu energie a může poškodit pilu.