Zlepšení kvality ostření nožů

Nožové hlavy se dělí na hoblovací a profilové. Liší se především typem použitých nožů, konstrukčními prvky upevnění nožů a způsoby upevnění hlav na vřetenech strojů. Existují také nožové hlavy vybavené vyměnitelnými destičkami z tvrdé slitiny, ale ty se zpravidla používají k výrobě vysoce přesných a kvalitních výlisků a nejsou znovu ostříny (jak se destičky opotřebovávají, nahrazují se novými). Je však třeba poznamenat, že v podmínkách ruské reality a pseudoekonomiky někteří výrobci dávají přednost jejich znovuostříní podél přední plochy jednou až třikrát.
Podle způsobu upevnění na hřídelích se hlavy dělí na nástroje s mechanickým upevněním (maticí) a hydraulickým upnutím.
Hoblík je nožová hlava, v jejímž těle jsou instalovány rovné nože, určené k vytváření plochých opracovaných (frézovaných) povrchů na dílech a polotovarech.
Profilování hoblovacích nožů je povoleno pro získání mělkých profilů s hloubkou frézování nejvýše 3 mm. To je dáno nedostatečnou pevností těchto nožů a možností jejich zničení během zpracování obrobků, zejména při přetížení, což je velmi nebezpečné. Hoblovací hlavy jsou zpravidla vybaveny tenkými dováženými noži o tloušťce 3 mm a šířce 30, 35 mm a domácími – v souladu s domácí GOST 6567-75 – o šířce 25, 32, 40 mm (délka závisí na šířce zpracování).
Profilová nožová hlava je nožová hlava, v jejímž těle jsou instalovány silné profilové nože. Tloušťka nožů domácí výroby (podle GOST) je 6 mm, dovážených – 5, 8, 10 mm, šířka je 50, 60 nebo 70 mm (v závislosti na hloubce profilu), délka závisí na šířce zpracování. To platí jak pro domácí, tak pro dovážené nože. Dovážené nožové hlavy, stejně jako profilové nože (blanket), mají na základních plochách jemné přesné vroubkování, které umožňuje správnou a efektivní instalaci nožů do nožových hlav bez použití speciálních zařízení.

V závislosti na podmínkách použití (frézování měkkých nebo tvrdých materiálů) jsou nože vyrobeny z rychlořezné nástrojové oceli (HSS) nebo s použitím tvrdých slitin (HM).
Nože v řezných hlavách se brousí pouze na zadní straně. Existují však výjimky, protože někteří ruští výrobci, kteří nemají speciální vybavení nebo nemají možnost nástroj nabrousit v žádném servisu, ho brousí na přední hraně nože, čímž prodlužují jeho životnost, protože není možné zbrousit více než 1/3 tloušťky, což je nebezpečné.
Podle způsobu ostření lze hlavy nožů rozdělit na hoblovací rovné a profilové.
Algoritmus pro ostření hoblovací hlavy je následující. Na speciálním zařízení (pravítku) se nože v hoblovací hlavě instalují tak, aby všechny jejich vrcholy (čepele) při otáčení hlavy ležely přesně na jedné kružnici. Poté se nože upevní v těle hlavy speciálními šrouby. Hoblovací hlava se na brusce instaluje tak, aby zadní plocha nože (naostřená zadní hrana) byla přesně rovnoběžná s rovinou brusného kotouče.
Brusný nástroj se přivádí k zadní ploše nože. Poloha brusného nástroje je určena jiskrou, která vzniká, když se kruh lehce dotkne broušeného nástroje po celé rovině zadní hrany. Pokud se tak nestane (tj. pokud nedojde k jiskrě), pak se během procesu ostření změní úhlové parametry řezného nástroje, což povede buď ke snížení životnosti nože, nebo ke snížení kvality výsledného povrchu (což naznačuje nesprávné nastavení stroje).
Pokud podnik nemá ostřicí zařízení pro ostření hoblovacích nožů přímo v řezací hlavě, lze nože brousit na brusných strojích pro rovinné broušení vybavených zařízeními pro upevnění nožů a nastavení úhlů ostření na noži, po kterých lze nože také nastavit a upevnit na hlavě pomocí pravítka nebo jiného zařízení (speciální šablony). Je však třeba chápat, že není možné dosáhnout takové přesnosti ostření nástroje, kvality výsledného povrchu a trvanlivosti nožů jako při použití výše uvedené metody.
Brusný kotouč na brusce vykonává tři pohyby: rotační, vratný pohyb podél osy řezné hlavy a přímočarý pohyb kolmý k ose řezné hlavy.
Při ostření hoblovacích hlavic byste měli věnovat pozornost řadě vlastností. Nože v konvenčních a hydraulicky upínaných hoblovacích hlavicích mají různé úhly hřbetu. Úhel hřbetu nožů v konvenčních hoblovacích hlavicích je 45°. Úhel hřbetu nožů v hydraulicky upínaných hoblovacích hlavicích je 60° (nezaměňovat s úhlem ostření na nožích, jehož standard je 40°, ale mohou existovat i jiné hodnoty – v závislosti na podmínkách a režimech řezání).

Nože v konvenčních a hydraulicky upínacích hlavách nožů mají tedy různé úhly ostření. Řezná síla potřebná k oddělení třísek od obrobku a zajištění správných řezných podmínek závisí na úhlu ostření. Čím menší je úhel ostření, tím nižší je řezná síla, ale s klesajícím úhlem ostření začíná břit ztrácet svou trvanlivost, což vede k časté výměně řezného nástroje během provozu. Je třeba si uvědomit, že hlavy s ostrými úhly jsou vhodné při zpracování měkkého dřeva a s tupými úhly při zpracování tvrdého dřeva. Při volbě úhlu ostření je vhodné v každém konkrétním případě experimentovat, zpravidla v rozmezí ±5°. Někdy se pro zvýšení trvanlivosti nože na jeho zadní hraně provede malé zkosení o šířce 1-2 mm v tupějším úhlu než samotná čepel (tento úhel se může od hlavního lišit o 5-7°). Toto zkosení zvyšuje pevnost břitu (čepele) a trvanlivost nástroje. V důsledku toho se zadní úhel během procesu řezání změní, což povede ke zvětšení plochy kontaktu zadní hrany s obrobkem a k určitému zvýšení ohřevu nože v důsledku třecích sil, což je přijatelné, ale je třeba si uvědomit, že zkosení by nemělo být větší, než je doporučeno, jinak to povede k intenzivnímu ohřevu nože a snížení jeho trvanlivosti během provozu.
Pokud nejste spokojeni s odolností nožů, zejména hoblovacích nožů, můžete zkusit změnit úhel předního sklonu nožů přebroušením (zabroušením) podél přední roviny nože a vytvořením tzv. pásky široké 2-5 mm (v závislosti na tloušťce nože) s úhlem 7° k opracovávanému povrchu. Tuto operaci lze provádět pouze na brusce na rovinné broušení, na noži vyjmutém z hlavy nože, což zvýší odolnost nože díky zvětšení úhlu řezu a zmenšení úhlu předního sklonu nože.
Při práci na nožových hlavách s hydrouložením na podélných frézkách vybavených tzv. spojkami (zařízení pro spojování nožů během provozu) se spojování nožů používá během směny, tj. zkosení nožů namontovaných na hlavách se odstraňuje, aby se do procesu frézování zapojilo co nejvíce nožů. Velikost zkosení by neměla překročit 0,2-0,3 mm, maximálně 1 mm. Spojování ničí zadní úhel na nožích, což vede ke zvýšenému tření čepele nože o obráběný obrobek, a to i v důsledku elastické obnovy dřevěných vláken v zóně řezu. Spojování je obzvláště nebezpečné při zpracování měkkého dřeva – osiky, lípy, meranti, abaše atd. – právě kvůli elastické obnově vláken.
Není dovoleno provádět velké zkosení, protože to povede k intenzivnímu zahřívání hoblovaných nožů a jejich selhání, tj. nože se „vyhoří“ (v důsledku popouštění oceli ztratí pevnost). Provoz hoblovacích nožů se používá pouze k zajištění maximální doby práce na stroji bez výměny nástroje a ke zvýšení produktivity zařízení. Na konci směny musí být nástroj naostřen na brusce s odstraněním zkosení, aby se zachovala trvanlivost břitu.
AKE Rus. Řezný nástroj pro zpracování dřeva
(pily, řezačky atd.)

Vollmer. Ostřící zařízení
Snížení teploty nástroje a obrobku v řezné zóně výrazně zvyšuje trvanlivost čepele. Trvanlivost nástroje závisí také na hodnotě zadního úhlu nože. Čím větší je zadní úhel, tím větší je rychlost posuvu, tím menší je intenzita opotřebení nože na zadní hraně. Z tohoto důvodu se zadní úhel nožů hydraulických hlavic provádí velký.
Při ostření nožů s pájenou nebo odnímatelnou tvrdou slitinou by měl být úhel zadní strany ocelové základny nože o 5-10° větší než úhel samotné čepele z tvrdé slitiny. Tato operace se nazývá spouštění a je nezbytná, aby se diamantový kotouč na ostřicím stroji nedotýkal ocelové základny a při ostření nože z tvrdé slitiny se silně nezanášel.
Při ostření je velmi důležité pamatovat na maximální přípustné minimální rozměry hoblovacího (spojovacího) nože. U konvenčních spojovacích hlav nožů je minimální šířka nože 18,5 mm. Pokud je šířka nože menší, není zajištěna jeho spolehlivost v tělese. U hydraulicky spojovacích hlav nožů je minimální šířka nože 21,3 mm. U konvenčního spojovacího nože, jehož šířka je 30 mm, je tedy u konvenční nožové hlavy ostřící zóna 11,5 mm a u hydraulicky spojovací nožové hlavy je ostřící zóna 8,7 mm. U karbidových nožů s pájeným karbidem musí být minimální výška této pájky při ostření alespoň 4 mm. Výška pájení karbidové slitiny je zpravidla 10 mm. Ostřící zóna karbidového nože je tedy 6 mm.
Pro žádného technologa nebude obtížné vypočítat počet přebroušení a určit životnost nožů, pokud je známa jejich trvanlivost při zpracování stejných materiálů a množství kovu odstraněného z nože během jednoho ostření, které je zpravidla 0,1-0,2 mm. Znalost životnosti je nezbytná pro včasný nákup nových nožů a pro nevytváření neodůvodněných nadměrných rezerv řezných nástrojů. Neměli bychom však zapomínat ani na určitou rezervu, která může být potřebná v případě nouzového opotřebení nástroje.

Leuko.
Dřevoobrábění
nástroje (pily, řezačky a
atd.)
Algoritmus ostření pro hlavy nožů s profilovými noži je stejný jako pro hlavy hoblovacích nožů, s výjimkou tří bodů. Pro instalaci nožů do těla hlavy nože nejsou potřeba žádná speciální zařízení, protože zadní (opěrná) strana dováženého nože má přesné vroubkování, které je při instalaci nože kombinováno s vroubkováním v těle nástroje, a na domácím noži jsou zpravidla buď montážní otvory, nebo drážky.
Vrátný pohyb brusného kotouče podél osy nástroje nesleduje přímočarou trajektorii, ale sleduje křivočarý profil nože.
Při ostření profilového nože je osa brusného nástroje vždy rovnoběžná s osou hlavy nože, protože zadní plocha profilového nože není přímočará, ale profilovaná.
Všechny výše uvedené operace pro ostření profilových nožů se provádějí na speciálních ostřících strojích s použitím šablon, které jsou přesnou kopií profilu budoucího výrobku. Tyto šablony může vyrobit mechanik ručně nebo (pokud je k dispozici potřebné vybavení) pomocí CNC kopírovacího a frézovacího stroje.
Silné profilové nože je vhodné brousit podél zadní hrany ve dvou úhlech, což pomůže zvýšit odolnost nástroje během provozu. Úhly mohou být stejné jako u hoblovacích nožů, šířka zkoseného pásu může dosáhnout 5 mm. Je také vhodné experimentovat s hlavními i pomocnými úhly v rozmezí ±5°, protože různé podniky v naší zemi nemají stejné vybavení a řezné nástroje a používají různé režimy řezání a dřevo různých druhů.
Je třeba experimentovat se změnou úhlů, obvykle v krocích po 0,5-1,0°, a zároveň kontrolovat odolnost nástroje na stejném dřevěném materiálu.
Jak při návrhu a výrobě, tak i při ostření profilového řezného nástroje je nutné vzít v úvahu: pokud má povrch nože profily kolmé k ose otáčení hlavy, pak je nebude možné profilovat pod úhlem 90° k ose otáčení a je nutné je zvětšit o 3°, aby se profil při následném přeostřování nezměnil. Jedná se o tzv. boční pomocný úhel, který je také nezbytný k tomu, aby se boční zadní plocha nože během opracování nedostala do kontaktu s obrobkem. Pokud nůž nemá pomocné zadní úhly, nástroj začne „hořet“.
Je třeba poznamenat, že při ostření hoblovacích i profilových nožů je nutné používat mazací a chladicí kapaliny (LCL), které pomáhají zvýšit odolnost řezného nástroje a správnou volbu režimů ostření.

Hoblovací nože a nožové hřídele
К kategorie:
Truhlářství
Hoblovací nože a nožové hřídele
Hoblovací nože. Hoblovací nože se dělí na tenké a tlusté. Rozměry tenkých nožů: délka od 40 do 1810 mm, šířka 30, 35, 40 a 45 mm, tloušťka – 3 mm; tloušťka: 40 – 800, 75 – 120; 6, 8 – 10 mm. Tenké nože jsou vyrobeny výhradně z vysoce kvalitní nástrojové oceli. U silných nožů z takové oceli je na straně břitu po celé délce a polovině šířky nože navařena vrstva o tloušťce 1,5 – 2 mm.
Tlusté nože mají na zadní straně štěrbiny pro upínací šrouby. Hloubka štěrbin je rovna 0,55 šířky nože, šířka štěrbin je o 1 – 1,5 mm větší než průměr upínacího šroubu. Počet štěrbin je od 2 do 10, vzdálenost mezi nimi je 60 a 80 mm, v závislosti na délce nože. Tenké nože nemají drážky.
Hoblovací nože na straně řezné hrany mají často rovnoměrný průhyb po šířce 0,25 – 0,5 mm. Při upnutí nože do nožové hřídele se průhybem zvyšuje pevnost uchycení nože a navíc se zvyšuje tuhost břitu.
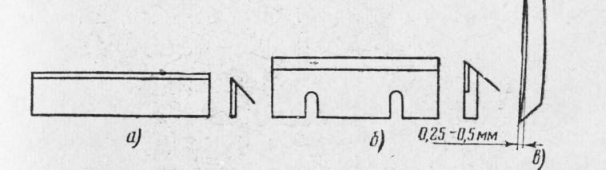
Rýže. 1. Hoblovací nože: a – tenké; b – tlustý; c – vychýlení nože po šířce
Přední hrana nože by měla být hladká a leštěná; zadní okraj může být hladký nebo drážkovaný. Zvlnění podporuje lepší přilnavost nože k hřídeli nože. Nože s prasklinami nejsou vhodné pro práci. Skořápky a rez na nože nejsou povoleny.
Úhel ostření hoblovacích nožů je 40°. Nože se brousí v nožířské dílně na brousicích strojích; Nože můžete rovnat pouze ručně pomocí brousku.
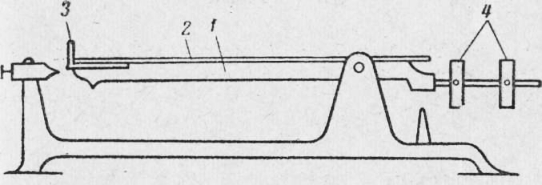
Rýže. 2. Stupnice pro vyvažovací hoblovací nože: 1 – paprsek stupnice; 2 – nůž; 3 – důraz; 4 — panty
Všechny nože namontované na stejném nožovém hřídeli musí mít stejnou tloušťku a stejnou hmotnost. Hmotnost nožů se kontroluje tak, že je jeden po druhém zvážíme. Každý nůž musí být navíc vyvážený, tedy vyvážený tak, aby jeho těžiště bylo přesně uprostřed. Nože jsou vyváženy na speciálních vyvažovacích vahách (obr. 80). Nůž se položí na kladinu koncem blízko dorazu a váhy se uvedou do rovnováhy pomocí závěsu. Poté se nůž obrátí a druhým koncem se umístí blízko k dorazu. Pokud je rovnováha vah narušena, pak není nůž vyvážený vzhledem k ose symetrie,
Pro vyrovnání hmotnosti obou polovin nože a hmotnosti všech nožů jedné hlavy odbruste část kovu z pažby jednoho nebo druhého nože. Méně obvyklé je přivařit kov na tupo.
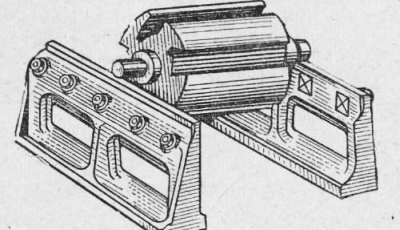
Hřídele nožů. Pracovní hřídele v hoblovacích strojích se často nazývají nožové hřídele, někdy – nožové hlavy nebo sklíčidla. Hřídel nože může být pevná, vyrobená z jednoho výkovku nebo kompozitu. U kompozitního hřídele je osa obrobena samostatně a na ni je pevně naklínován nožový náboj.
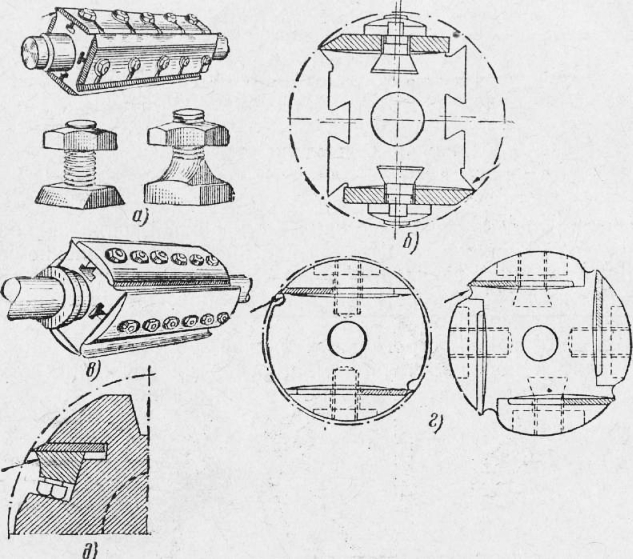
Rýže. 3. Nožové hřídele: a – čtyřhranná hřídel a šrouby pro upevnění nožů; b – montáž silných nožů na čtvercový hřídel; c – upevnění tenkých nožů na čtvercové hřídeli pomocí obložení; d – přeměna dříku čtyřhranného nože na kulatý pomocí segmentových vyzdívek; d – upevnění nožů v kulatých hřídelích (šipky označují sklony kladiva)
Hřídele nožů mohou být čtvercové nebo kulaté.
Čtvercové hřídele (obr. 3, a) mají podélné drážky na okrajích profilu ve tvaru T nebo lichoběžníkového průřezu, do kterých jsou vloženy šrouby pro upevnění nožů. Typ šroubů je znázorněn na obr. 3, a, upevnění – na Obr. 3, b. Při instalaci tenkých nožů se používají podložky (obr. 3, c).
Hlavní nevýhodou čtvercových hřídelů je, že při jejich otáčení vznikají při každém otočení mezi hřídelí a okraji pracovního stolu značné vzdálenosti, které jsou nebezpečné, protože do těchto mezer může obsluha stroje dostat prsty. U otevřených hoblíků nejsou čtyřhranné frézy povoleny. Další nevýhody čtyřhranných hřídelí jsou následující: 1) nože jsou upevněny pouze v místech uložení svorníků, proto v prostorech mezi šrouby může docházet k vibracím (třepání) nožů při provozu; 2) na hřídel nelze namontovat více než čtyři nože. Pro eliminaci pravoúhlosti hřídelů se pod svorníky používají segmentové obložení (obr. 3, d).
Pevné soustružené kulaté hřídele jsou nejbezpečnější. Pro upevnění nožů jsou na boční ploše těchto hřídelí podélné drážky, do kterých se vkládají nože a trapézové upínací vložky se šrouby (obr. 3, e). Tento způsob upevnění nožů je poměrně spolehlivý, eliminuje možnost vylétnutí nože a vložky z drážky během provozu a také vibrace ostří, protože nůž je upnutý rovnoměrně po celé své délce. Tento způsob navíc umožňuje instalovat podstatně větší počet nožů na kulatou hřídel než na hranatou.
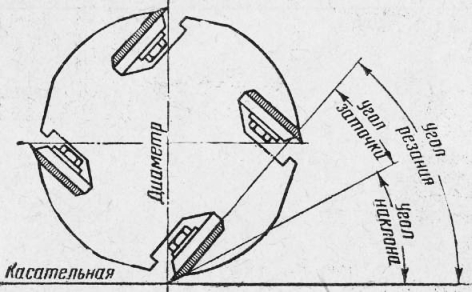
Rýže. 4. Určení úhlu ostření, úhlu řezu a úhlu sklonu hoblovacího nože vloženého do hřídele nože
Pro vytvoření drtiče zrna je ve čtvercových hřídelích před břitem nože vytvořen sklon a v hřídelích s přesahy je vytvořeno podélné vybrání ve tvaru segmentu. U kulatých šachet je spád proveden ve vložkách.
Hřídel nože, ať už má jakýkoli tvar, musí být rovná a vyvážená, to znamená mít stejnou tloušťku (průměr) po celé délce, stejnou hustotu a stejnou objemovou hmotnost.
Úhel řezu hoblovacích nožů namontovaných na hřídeli je 50 – 65°, úhel sklonu je 10 – 15°. Úhly jsou určeny podle obr. 4.
Břity všech instalovaných nožů by měly být umístěny ve stejné vzdálenosti od středu hřídele a rovnoměrně vyčnívat nad hranu lamače třísek o 0,5 – 1,5 mm. Utáhněte šrouby od středu ke koncům nože. Po 5 – 10 minutách chodu stroje se stroj zastaví a šrouby se dotáhnou.
Vyvážení hřídele s noži se kontroluje otáčením kolem osy otáčení s dorazy. Pokud hřídel zůstane po zastavení zcela nehybná, považuje se za vyváženou. Nevyvážený hřídel, jak se říká, se „svalí dolů“, to znamená, že udělá nějaký další rotační pohyb, dokud se úplně nezastaví. Před kontrolou váhy nezapomeňte odstranit hnací řemen.
Přesnější vyvážení hřídele se provádí otáčením na vyvažovacích nožích (obr. 5).
Rýže. 5. Řezná hlava na vyvažovacích nožích
Rýže. 6. Hoblování rotačními noži: a – vlnová délka; b – výška hřebene
Pro kontrolu správného výškového nastavení nožů přiložte přesně zastřižené pravítko k ostří jednoho nože a otočte hřídelí nože. Pokud se břity všech nožů nezachytí na pravítku a mezera mezi nimi a pravítkem zůstane stejná, má se za to, že jsou nože výškově nainstalovány správně.
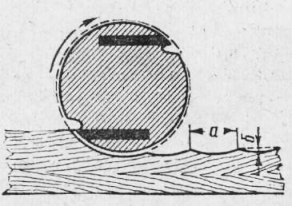
Hoblování rotačními noži se liší od hoblování ručním nářadím. Při hoblování ruční frézkou se získávají např. dlouhé průběžné třísky, při hoblování rotačními noži se odřezávají krátké třísky ve formě segmentu. V materiálu se napříč jeho vlákny v místě nařezaných třísek vytvoří prohlubeň, která se obvykle nazývá vlna. Hoblovaný povrch je zvlněný (obr. 6).
Čím kratší jsou vlny, čím nižší jsou hřebeny mezi nimi, tím čistší je hoblovaný povrch. Čistota hoblování (vlnová délka) závisí na počtu otáček hřídele nože, počtu nožů na hřídeli a
rychlost posuvu materiálu. Čím vyšší jsou otáčky hřídele a čím více nožů je na něm, tím je hoblování čistší. Hoblovky předchozích konstrukcí dělaly pouze 3000 – 4000 ot./min, u moderních hoblovaček hřídel 5000 – 6000 ot./min.; nainstalujte na něj 4 – 8 nožů.
Snížení rychlosti posuvu zlepšuje čistotu hoblování, ale zároveň snižuje produktivitu práce. Proto je možné snížit rychlost posuvu jen výjimečně, například při hoblování velmi kudrnatého dřeva nebo dřeva cenného.
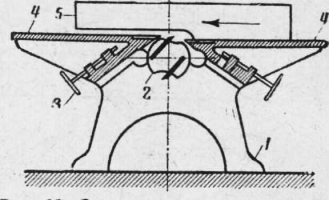
Rýže. 7. Konstrukční schéma spárovacího stroje: 1 – lože; 1 – hřídel nože; 3 – šroub pro zvedání a spouštění desky; 4 – pracovní plocha; 5 – vodicí pravítko