Jak správně řezat vnější závity?
Než začnete s navlékáním závitu, je důležité vybrat vhodný závitník. Měl by odpovídat velikosti otvoru a typu závitu, který chcete vytvořit. Pozor si dejte také na materiál nástroje, který musí být dostatečně pevný, aby mohl pracovat s vybraným obrobkem.
Z tohoto materiálu se dozvíte:
- Jaké typy kohoutků existují?
- Příprava na řezání vnitřních závitů
- Technologie krájení
- Nezbytný nástroj pro řezání závitů do kovu závitníkem ručně – značkovací stůl
- Jak správně určit průměr pro ruční řezání (tabulka)
- Bezpečnostní opatření
- Jednoduchá řešení složitých problémů
- Užitečné tipy
- Časté dotazy týkající se čepování
Jaké typy kohoutků existují?
Závitové spoje jsou široce používány při montáži různých mechanismů, obráběcích strojů, domácích spotřebičů atd. Kromě parametrů samotných otvorů s vnitřními závity mohou být různé jeho tvar, směr a typ. Pro tvarování řezů uvnitř drážek se používají určité typy speciálních nástrojů – závitníky. Pojďme se na ně podívat podrobněji.
V závislosti na směru závitu jsou závitníky:
- Právo. Při řezání se otáčí ve směru hodinových ručiček (tento typ závitu je nejpoužívanější);
- Vlevo. S jejich pomocí se závit odřízne proti směru hodinových ručiček (šroubové spoje s tímto typem řezání se používají při montáži rotačních prvků, aby se při otáčení nepovolovaly upevňovací prvky).
V závislosti na tvaru profilu řezaného závitu jsou závitníky:
- Kónický. S jejich pomocí se vyřezávají závity pro spojovací prvky, když musí být spojení vzduchotěsné, například u výrobků, které jsou během provozu vystaveny tlaku kapalin nebo plynů.
- Lichoběžníkové. Podobné závitníky se používají k vytváření tzv. běžících závitů při spojování prvků mechanismů odpovědných za přeměnu rotačního pohybu na pohyb translační.
V závislosti na tom, jaké jednotky měření se používají k určení parametrů vytvářeného vnitřního závitu (průměr a stoupání), jsou závitníky buď palcové nebo metrické. Podle účelu mohou být jak univerzální, tak specializované. Ty se používají při práci s díly stejného typu – potrubí, ořechy, svíčky atd. Při výběru nástroje pro konkrétní účely je nutné vzít v úvahu všechny výše uvedené nuance.
Příprava na řezání vnitřních závitů
Před řezáním vnitřních závitů je nutné do dílů vyvrtat otvory požadovaného průměru a hloubky, pokud mluvíme o slepých drážkách. Důležitost této fáze je obtížné přeceňovat, protože těsnost prvků ve spojích bude v budoucnu záviset na parametrech štěrbin.
Průměr otvorů je stanoven v souladu s požadavky GOST 19257-73. Při provádění nestandardního řezání, abyste správně vypočítali průměr, vezměte rozdíl mezi průměrem závitu a jeho stoupáním. Pro označení parametrů jsou na kohoutcích použity speciální značky.
Pro správné řezání vnitřních závitů pomocí závitníku musíte použít správné vybavení a spotřební materiál. Mistr vyžaduje:
- vrtačka nebo elektrická vrtačka s vrtákem požadovaného průměru;
- záhlubník pro srážení hran otvorů;
- kohoutek nebo soubor dat příslušenství;
- klika, svěrák;
- jádro, kladivo;
- olejnička s vhodným mazivem;
- hadry.
Technologie krájení
Jak bylo uvedeno výše, pro správné řezání vnitřních závitů pomocí závitníku je třeba použít vhodné elektrické vybavení, přípravky a spotřební materiál.

Okraje jsou zpracovány vrtákem, jehož průměr je větší než průměr hlavního otvoru. S jeho pomocí se odstraní zkosení, odstraní se vady a hrana se vyhladí.
- vrtačka s nastavitelnou rychlostí;
- ruční klika, do které se upíná závitník (v některých případech je stlačen ve sklíčidle vrtačky);
- stolní svěrák, bezpečně připevněný k pracovnímu stolu;
- jádro, kladivo, strojní olej a hadry na otírání.
Chcete-li provést krájení, musíte provést následující operace;
- Naneste značku s jádrem ve středu budoucí díry.
- Namažte značku a pracovní část vrtačky. Tím se sníží tření a zabrání se přehřátí nástroje, které způsobí předčasné selhání. Jako mazivo můžete použít použitý automobilový olej, tuk, sádlo nebo jiný tuk (pokud se pracuje s díly vyrobenými z viskózních slitin, například z nerezové oceli, odborníci doporučují používat pouze motorový olej).
- Použijte stolní svěrák, pokud je díl malý a těžko se drží v rukou. Po vyvrtání otvoru se jeho hrany opracují pomocí záhlubníku nebo vrtáku většího průměru. Je důležité zajistit, aby ošetření nebylo příliš hluboké, ideálně ne více než 1 mm. Drážky o průměru 4 mm se vyvrtají přístrojem o průměru 5 mm. Podle toho 5 mm – 6 mm, 6 mm – 8 mm, 8 mm – 10 mm atd.
- Při řezání se závitník musí pohybovat přímočařebez odchylky alespoň o jeden stupeň. Měli byste se řídit pravidlem: po dvou otáčkách během řezání musíte udělat jednu otáčku v opačném směru, abyste odstranili třísky.
- Je důležité zajistit, aby byl kohoutek mazán a vnitřní válcový povrch otvoru. Čím tvrdší kov, tím více maziva je třeba použít.
Dodržení výše uvedených podmínek umožní vytvoření vysoce kvalitního závitu, což znamená, že závitová tyč nebo svorník budou snadno a pevně zašroubovány do otvoru.
Při zahájení kontroly kvality řezu je nutné umýt vnitřní povrch otvoru, odstranit zbývající třísky a použitý olej a poté namazat novým mazivem.
Nezbytný nástroj pro řezání závitů do kovu závitníkem ručně – značkovací stůl
Níže je označení závitových desek pro dílčí profil:
značkování
Od 0,5 po 1,5
Od 48 po 16
Od 0,5 po 3
Od 48 po 8
Od 1,75 po 3
Od 14 po 8
Od 3,5 po 5
Jak správně určit průměr pro ruční řezání (tabulka)
Je důležité pochopit, že pro správné řezání vnitřních závitů jsou kromě určitých zařízení, nástrojů a spotřebního materiálu nutné přesné výpočty. Nejdůležitější je správně zvolený průměr vrtáků a závitníků.

Pro výběr požadovaných průměrů se zpravidla používá speciální tabulka, kterou lze snadno najít volně dostupnou na internetu. Pokud mluvíme o nestandardních závitových spojích, pak pro přibližný výpočet můžete použít vzorec: Ds = Dt – 2 mm, kde Ds je průměr vrtáku a Dt je požadovaný průměr otvoru.
Bezpečnostní opatření
Bez zpětného chodu a jemného nastavení rychlosti nemůžete řezat závity pomocí elektrického nářadí. Nejlepší variantou je vrtačka, kde můžete snížit rychlost otáčení sklíčidla na 0,3 ot./s a nastavit zpětný chod. Jinak můžete poškodit obrobek, závitník a nástroj samotný.
Při vrtání musíte zajistit, aby vrták směřoval přesně kolmo k povrchu součásti.
Výše uvedené platí také pro kohoutky, které se mohou ohnout, což povede k porušení továrního vyrovnání. Při rovnání ohýbaného nástroje budete ke kontrole potřebovat soustruh nebo vrtačku. I sebemenší zakřivení šroubu může negativně ovlivnit kvalitu jím vytvořeného závitu. V důsledku toho utrpí těsnost a spolehlivost závitových spojů.
Jednoduchá řešení složitých problémů
Výše jsou uvedeny hlavní problémy, se kterými se začínající řemeslníci setkávají při tváření vnitřních závitů pomocí závitníků. V praxi se při nesprávné manipulaci nejčastěji jednoduše rozbijí.

Zlomení závitníku při řezání závitů vede k uvíznutí jeho pracovní části v otvoru. Existuje několik způsobů, jak se z této situace dostat. Nejjednodušší způsob, jak problém vyřešit, je, pokud nad povrch součásti vyčnívá alespoň malý kousek úlomku. V tomto případě lze zbývající část nástroje poměrně snadno odšroubovat pomocí kleští.
Když se závitník rozbije uvnitř dílu, je k jeho odstranění zapotřebí speciální extraktor. V domácí dílně můžete použít kyselinu dusičnou, která kov na břitech koroduje. Pokud nemůžete šroub odstranit sami, musíte vyhledat pomoc od specialistů, kteří mají příslušné vybavení.
Je jednodušší a levnější problémy neřešit, ale předcházet jim. Před zahájením práce byste se měli ujistit o kvalitě nástroje. K selhání obvykle dochází ze dvou důvodů: nekvalitní kov kohoutku nebo rez na jeho pracovní části. Zkušení odborníci dávají přednost použití závitořezných zařízení vyrobených z odolné ocelové slitiny od důvěryhodných výrobců.
Užitečné tipy
Při řezání závitů v obrobcích z měkkých a houževnatých kovů (hliník a jeho slitiny, měď, babbitt atd.) je nutné čas od času vyjmout závitník z otvoru, aby se vyčistily kanály od třísek.
Pokud se k vytváření vnitřních závitů v kovových dílech používá sada závitníků, musí být použity všechny. Chybějícími nástroji pro hrubé řezání se proces nejen nezrychlí, ale také znatelně zpomalí. V tomto případě se sníží kvalita konečného výsledku zpracování nebo selže dokončovací závitník.
Aby se zajistilo, že se šroub neodchýlí od svislice, jeho poloha se kontroluje čtvercem každé 2-3 otáčky. Zvláště důležité je kontrolovat svislost nástroje při řezání závitů ve slepých otvorech a při jejich malém průměru.
Při vytváření vnitřních závitů je nutné používat speciální kapaliny, které slouží nejen jako mazivo, ale také ochlazují pracovní prostor:
- při řezání ocelových dílů se obvykle používají emulze, lněný olej nebo sušicí olej;
- pro práci s hliníkem a jeho slitinami je nejlepší použít petrolej;
- Při použití závitníků k vytváření vnitřních závitů v měděných dílech lze terpentýn použít k mazání a chlazení.
U litinových a bronzových dílů se vnitřní závity tvoří bez použití maziv.
Proč byste nás měli kontaktovat?
Ke všem klientům přistupujeme s respektem a plníme úkoly jakékoli velikosti stejně pečlivě.
Naše výrobní zařízení nám umožňuje zpracovávat různé materiály:
- neželezné kovy;
- litina;
- nerezová ocel.
Při kompletaci zakázky naši specialisté využívají všechny známé způsoby obrábění kovů. Moderní vybavení nejnovější generace umožňuje dosáhnout maximální shody s původními výkresy.
Aby se obrobek přiblížil náčrtu předloženém zákazníkem, naši specialisté používají univerzální zařízení určené pro šperkařské ostření nástrojů pro zvláště složité operace. V našich výrobních dílnách se kov stává plastovým materiálem, ze kterého lze vyrobit jakýkoli obrobek.
Výhodou kontaktování našich specialistů je jejich soulad s GOST a všemi technologickými normami. V každé fázi práce je prováděna přísná kontrola kvality, takže našim zákazníkům garantujeme svědomitě dokončený produkt.
Díky zkušenostem našich řemeslníků je výstupem příkladný výrobek splňující ty nejnáročnější požadavky. Zároveň vycházíme ze silné materiálové základny a zaměřujeme se na inovativní technologický vývoj.
Spolupracujeme se zákazníky ze všech regionů Ruska. Pokud chcete zadat zakázku na zpracování kovů, naši manažeři jsou připraveni vyslechnout všechny podmínky. V případě potřeby je klientovi zdarma poskytnuta odborná konzultace.
Časté dotazy týkající se čepování
Jak řezat závit závitníkem na tyči o průměru 10 mm?
Nejčastěji se na tyči tohoto průměru řeže standardní závit se stoupáním 1,5 mm (M10x1,5). Často se také používá M10x1,25 nebo M10x1,0. Písmeno M se používá k označení metrického řezání.
Jak zabránit uvolnění závitových spojů v domácí dílně?
Existuje mnoho způsobů. Můžete použít pásku FUM, gumové lepidlo zaschlé na závitech, superlepidlo nebo speciální spojovací materiál pro závitové spoje. Vynikající práci s tímto úkolem odvádějí také různé laky. Jinými slovy, k upevnění je vhodné téměř vše, co se přilepí na kovový povrch.
Jak vybrat správnou tyč pro řezání vnějších závitů?
Průměr tyče musí být menší než vnější průměr závitu. Například pro M6 s velkým stoupáním potřebujete tyč o tloušťce 5,8 nebo 5,9 mm, pro M8 – 7,8 nebo 7,9 mm atd. Pro měření je nejlepší použít posuvné měřítko.
Jak řezat vnitřní závity na soustružnickém zařízení?
Po upevnění dílu se do něj vyvrtá otvor požadovaného průměru. Poté se nastaví požadované otáčky vřetena. Nástroj na řezání závitů je instalován v koníku stroje a zasunut do drážky pohybem pinoly.

Vedoucí obchodního oddělení
Nejnovější články tohoto autora:
- Six Sigma a Lean Manufacturing: Lean Six Sigma jako způsob, jak zlepšit efektivitu podnikání
- Eloxování kovů: metody, vlastnosti, výhody
- Žíhání oceli: druhy, technologie, možné vady
- Výrobky z kovové sítě: všestrannost použití
Závit – prohlubně a výčnělky vytvořené na kuželových a válcových rotačních tělesech, které se navzájem střídají a nacházejí se podél šroubovice. Jedná se o záběrové prvky v ozubených a šroubových převodech a také o hlavní součásti závitových spojů.
Pro řezání závitů se používají různé nástroje. Volba technologie rozhoduje o výsledcích, stejně jako o souladu vlastností produktu se stanovenými parametry a aktuálními mezinárodními či státními normami. V tomto článku vám podrobně řekneme, jak jsou závity řezány na soustruhu.
Typy závitů
- Metrický. Často se vyskytuje v hardwaru, měřeno v milimetrech, má ostrý nebo zkosený vrchol a trojúhelníkový profil, stejně jako hrany s úhlem sklonu 60 stupňů. Poddruh – válcový, kuželovitý. Ten se vyznačuje bočními plochami s mírným sklonem pro minimální rizika samovolného odvíjení, pro spolehlivost a lepší těsnost spojů. Cylindrický se vyznačuje hranami sbíhajícími se pod 60stupňovým ostrým úhlem. Poloměr dutiny je zvětšen, což zvyšuje tepelnou odolnost a únavové vlastnosti.
- Palec. Pro měření se používají britské standardy s celými nebo zlomky palců. Hřebeny jsou oproti metrické modifikaci protáhlé a hrany se sbíhají pod úhlem 55 stupňů. Palcové závity se používají pro výrobu spojovacích prvků a pro rozebíratelné spoje částí potrubních systémů. Existují dva poddruhy – kónický a válcovitý. Jejich rozdílem je tvar povrchu, na kterém jsou vyříznuty prohlubně a výstupky. V prvním případě se jedná o kužel a ve druhém o válec.
- Pitchevaya. Přenáší pohyb (obvykle v převodech nebo šnekových převodech), měřený ve stoupáních. Jedna taková konvenční jednotka odpovídá 3,14 dm. Cívky jsou vyrobeny v evolventním, lichoběžníkovém tvaru nebo ve formě Archimedovy spirály. Naklánějí se pod úhlem čtyřiceti stupňů.
- Vytrvalý. Profil je lichoběžníkový. Jeho první strana je v mírném úhlu 3 stupňů. A druhý je nakloněný o 30 stupňů. Díky této konstrukci mohou spoje odolat velkému axiálnímu zatížení.
- Kolo. Jedná se o možnost se zaobleným hladkým profilem, jehož výstupky a vybrání se skládají ze segmentů kruhů. Tato připojení se často používají v uzavíracích ventilech.
- Lichoběžníkové. Konfigurace profilu je lichoběžníková, zvyšuje odolnost vůči kritickým zatížením a snižuje ztráty způsobené třením. Pro lepší fixaci je zde samobrzdná schopnost.
- Trubka. Používá se v potrubích, řezaných na konci spojovacích oblastí potrubí různých inženýrských systémů (voda, teplo, plyn). Existují dva podtypy: cylindrický, kuželový. Ten se používá v dílech s kónickým zúžením okraje pro upevnění kvalitním těsněním. Boční hrany jsou kuželovitého tvaru s vrcholovým úhlem rovným 55 stupňům. Válcové trubkové závity se aplikují na standardní trubky s podélným řezem ve tvaru válce.
Existuje klasifikace založená na umístění střídavých prohlubní a výčnělků: mimo část nebo uvnitř. Podle této funkce existují dva typy: externí a interní. Na základě tvaru podélných řezů výrobků se rozlišují válcové a kuželové odrůdy. Klasifikace podle profilu zahrnuje několik typů: obdélníkový, lichoběžníkový, trojúhelníkový, kulatý.
Z hlediska funkčnosti mohou závity převádět rotační pohyby na pohyby po vratné trajektorii, běžící závity a také upevňovací závity používané k vytváření rozebíratelných spojů v různých provedeních. Podle směru existují levotočivé a pravotočivé závitové plochy. Existují dvě možnosti pro počet průchodů: jednoprůchodový nebo složitější víceprůchodový.
Mezi hlavní parametry patří jeho rozteč, vrchol a úhel profilu, samotný profil a také vnitřní, střední a vnější průměry.
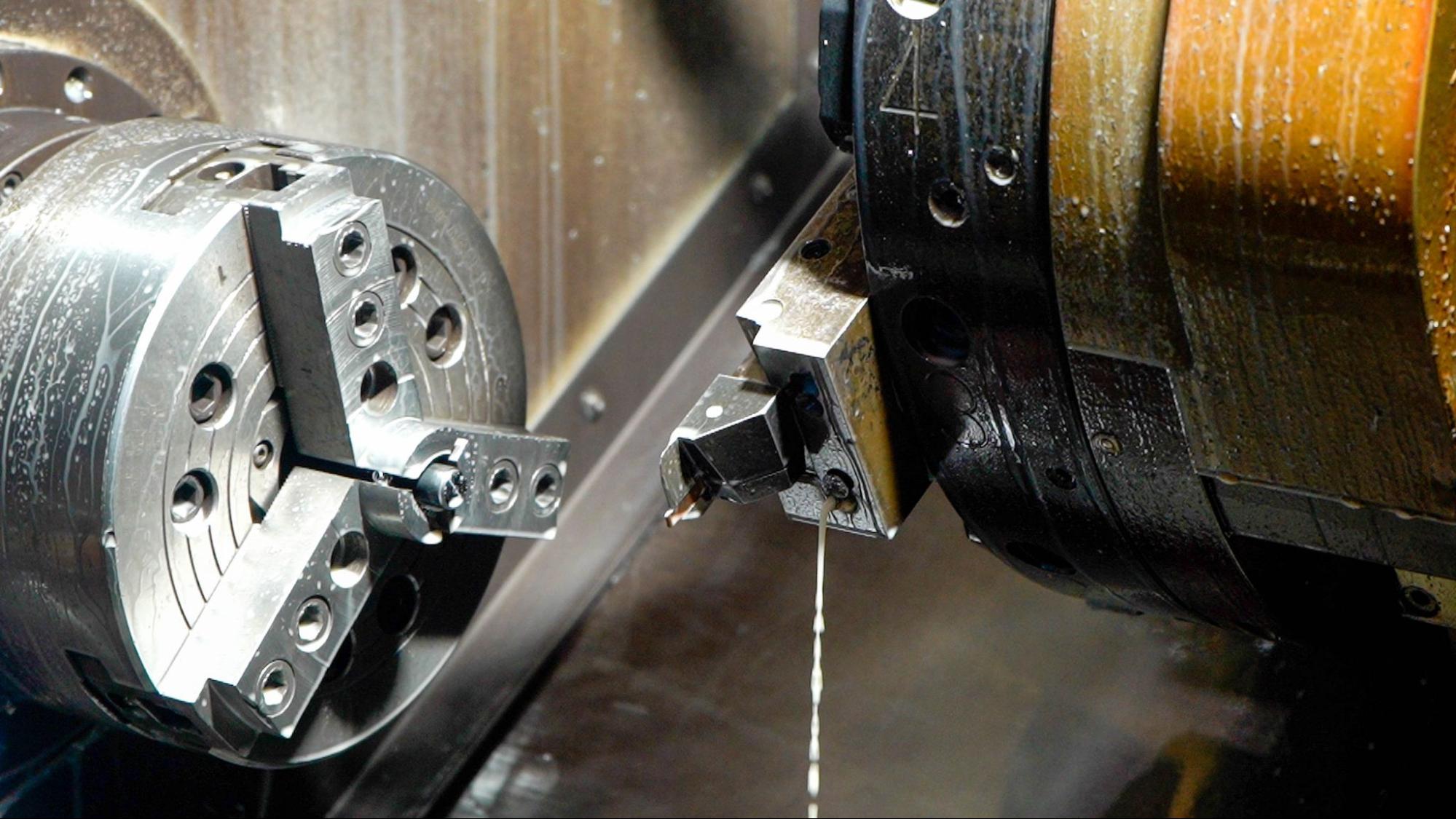
Řezání závitů pomocí soustruhu
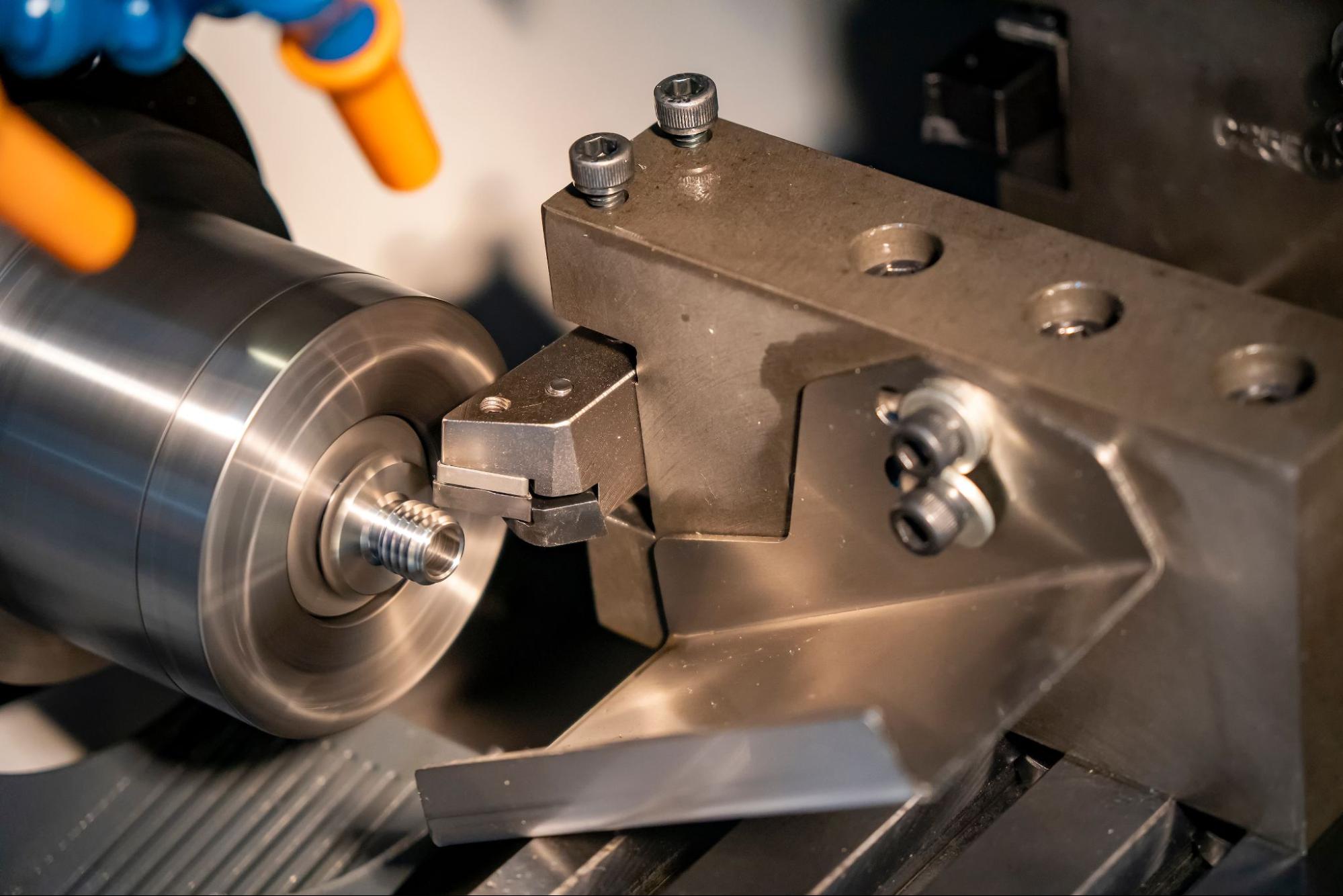
Závity se řežou na zařízení vybaveném řezacími prvky se špičatou koncovou částí – apexem. Technologické řezání lze provádět na šroubořezném soustruhu nebo na univerzálním multifunkčním soustruhu.
Obrobek je v zařízení upevněn a při své činnosti se otáčí kolem vlastní osy určitou rychlostí. Pracovní nástroj je dodáván zde. Pohybuje se stabilně nastavenou rychlostí podél osy rotujícího produktu a svým špičatým vrcholem tvoří spirálovitě prohloubenou linii.
Sklon, se kterým je zahloubení šroubu umístěno vůči rovině umístěné kolmo na středovou osu opracovávaného dílu, je ovlivněno poměrem torzní rychlosti vřetena (hřídel, na kterém je obrobek upevněn) k rychlosti otáčení. pohyb pracovní části stroje. Toto je úhel elevace nebo nárůstu řezané šroubovice. Je určeno dvěma parametry:
- podávání zařízení pohybujícího se v podélném směru vzhledem k ose součásti;
- frekvence, kterou se obrobek otáčí.
Dalším parametrem charakteristickým pro spirálovou čáru je stoupání, které určuje vzdálenost mezi sousedními závity a měří se podél osy. Plochy, kde je reliéf vytvořen, mohou být kuželové nebo válcové. Šroubovice může být jediná. Potom se závitová plocha nazývá single-start. Další možností je vícezávitový s několika šroubovými závity. Jsou umístěny ve stejných vzdálenostech vůči sobě navzájem.
Obrys průřezu ve fiktivní rovině pohybující se osou, nazývanou profil, může být lichoběžníkový, kulatý, obdélníkový, tahový nebo trojúhelníkový. Tento parametr výrazně ovlivňuje účel a výkonnostní charakteristiky.
Pro řezání vnitřních/vnějších závitů, vlevo nebo vpravo, použijte soustruhy, doplněné o různé příslušenství. Jedná se o řezné nástroje jako jsou frézy, závitníky, závitovací hlavy, matrice. Níže podrobně zvážíme všechny technologie řezání.

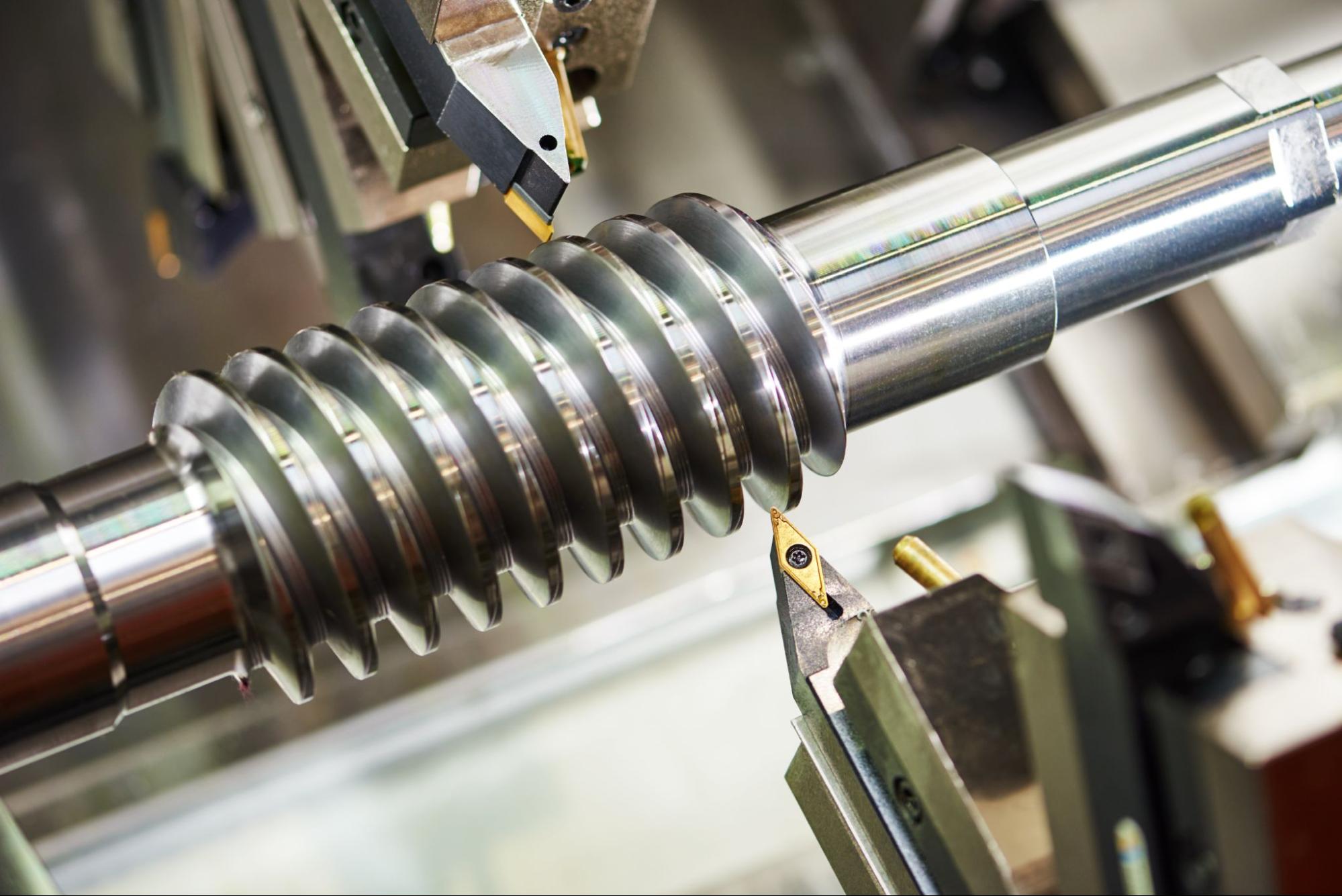
Řezáky
Řezání frézami je v současnosti oblíbenou technologií. Takové nástroje jsou vyrobeny z rychlořezných ocelí a musí splňovat požadavky regulované současnými GOST. Konstrukčně jsou všechny frézy rozděleny na tyčové, hranolové a kotoučové, nazývané také kulaté.
Šroubové vnější drážky jsou tvořeny frézami přímé konfigurace nebo s ohybem. A vnitřní jsou vytvářeny zakřivenými nebo rovnými nástroji, upevněnými ve strojích s dodávanými trny. Špička frézy zcela odpovídá dosaženému profilu závitu.
Při řezání drážek pomocí této metody je třeba vzít v úvahu její vlastnosti:
- Úhel čela řezného nástroje je v širokém rozmezí od 0 do 25°, volí se podle vlastností opracovávaného kovu. Pokud se řezání provádí na běžné oceli, pak je úhel nulový. Pokud se zpracovává vysokolegovaná žáruvzdorná ocel, pak je úhel čela v rozmezí 5-10 stupňů. Se zvyšující se viskozitou materiálu se úhel zvětšuje. A naopak, čím je kov křehčí a tvrdší, tím je hodnota nižší.
- Úhly boční vůle jsou voleny tak, aby povrchy řezného nástroje nedrhly o vytvářené drážky. Obvykle jsou totožné na obou stranách frézy. Když je úhel zdvihu menší než 4°, úhel boční vůle se pohybuje od 3 do 5 stupňů. Když je indikátor více než 4 stupně, zadní boční úhel se volí v rozmezí 6-8°.
- Hrot frézy, který tvoří spirálovitou zapuštěnou linii, je tvarově zcela shodný s profilem vytvářeného závitu.
- Pokud je závit vnitřní, pak pro jeho řezání nejprve připravte otvor vyvrtáním nebo vyvrtáním.
Kohoutky
Závitník je šroub vybavený několika podélně rozmístěnými drážkami, které tvoří ostré hrany. Může být klíč, ruční nebo strojní, obvykle se používá pro metrické vnitřní závity v malých otvorech, pomáhá lépe odvádět třísky z oblasti zpracování.
Při použití strojních závitníků je pro úspěšné operace nutný jeden průchod. Takové přístroje se liší od standardních v přítomnosti dvou komponent v jejich konstrukci – kalibrace a vzorkování. Při použití konvenčních kohoutků se vybere sada. Typicky se jedná o tři závitníky: určené pro přibližně 60 % objemu práce pro hrubování, řešící problém pro 30 % polodokončování a také vhodné pro dokončovací dokončovací řezání, které tvoří asi 10 % zpracování.
Existují sady hrubých a dokončovacích nástrojů. První ukrojí asi 75 % a druhý ukrojí zbývajících 25 %. Vstupní zóna hrubého závitníku je mnohem delší než u dokončovací verze. Na jednoduché řezbářské práce, které nemají přísné požadavky na přesnost, stačí dva nástroje.
zemře
Matrice je kroužek, který má uvnitř umístěné závity a drážky pro odstraňování třísek. Takové nástroje s vynikajícími výsledky vytvářejí vnější závitové prvky na šroubech, svornících a šroubech používaných k upevnění. Plochy jsou předbroušeny na požadovaný průměr. Pro posledně uvedené je stanovena tolerance ve výši:
- od 0,14 mm do 0,28 pro průměry od 20 do 30 mm;
- od 0,12 mm do 0,24, pokud je průměr od 11 do 18 milimetrů;
- od 0,1 mm do 0,2 o průměru XNUMX až XNUMX mm.
Matrice musí být zajištěna v kazetě zvané držák matrice. Je umístěn v pinole vřeteníku, která je součástí konstrukce stroje. Řezání pomocí matric se provádí při následujících rychlostech:
- od 10 do 12 metrů za minutu ve vztahu k mosazi;
- dva až tři m/min pro litinu;
- od 3 do 4 m/min, pokud se zpracovává ocel.
Míra opotřebení závisí také na správné volbě rychlostního limitu. Správné seřízení prodlužuje životnost řezných nástrojů. A pro hladký a hladký vstup matrice z konce součásti se provádí zkosení, které by mělo být na výšku shodné s profilem výsledného závitu.

Navlékací hlavy
Zařízení nejsou vybavena závitovými hlavami příliš často. Ale jsou vhodné pro vytváření různých vyřezávaných reliéfů. Součástí provedení jsou hřebeny. Pro vnější obrábění kovů používají kruhové, radiální a tangenciální a pro vnitřní obrábění hranolové. Hlavy mají konstrukci, kdy se jejich pracovní zóny při zpětném zdvihu samy vzdalují, aniž by se dotýkaly nově vytvořeného závitu nebo jej poškodily.
Hřebeny používané k řezání vnitřních závitů jsou vybaveny vstupním kuželem. Počet takových pracovních zón se může lišit v závislosti na provozních podmínkách a materiálových vlastnostech. Kulaté hřebeny jsou vhodnější pro vnější stříhání. Jsou designově jednoduché, dobře řeší zadané úkoly a mají také odolnost, díky které je možné opakovaným ostřením uvést geometrii na původní parametry.
Pokud je oblast šroubu vyříznuta na dlouhém šroubu nebo šneku, závitová hlava je bezpečně namontována na podpěře zpracovatelského zařízení. To zvyšuje produktivitu práce. K vybavení hlav se používají standardní frézy nebo miskovité prvky.
Získání vnitřních závitů
Takové závity jsou tvořeny řezáky, závitníky a také závitořeznými matricemi, diskutovanými v předchozí části článku, instalovanými v hlavách. Při obrábění kovů závitníkem se materiál částečně odřezává a v povrchových vrstvách odebírá ve formě třísek. Průměr otvoru se zvětšuje. Chcete-li jej přesně určit, odečtěte stoupání závitu od vnějšího průměru použitého nástroje. I tuto vlastnost je třeba vzít v úvahu při výběru vhodného kohoutku. Musí být poskytnut příspěvek.
Získání kuželového závitu
Nejoblíbenější kónická varianta je standardní, tedy s profilem, který je symetrický k normále k ose kužele. Pro řezání jsou vhodné stejné metody používané pro výrobu běžnějších válcových závitů.
Když je potřeba vnější závitová plocha ve tvaru kužele, obrobek se zvenčí brousí do kužele. Toho lze snadno dosáhnout pomocí šroubovacího soustružnického zařízení s nainstalovanými frézami a kopírovacím pravítkem. Ale tato metoda má nízkou produktivitu.
Pokud je použit revolverový soustruh, je vybaven matricí. A pro vysokou přesnost se používají závitořezné hlavy vybavené matricemi různých konfigurací. Ty se během technologického procesu automaticky od sebe oddalují.
Kuželové závity lze získat pomocí rýhovacích válečků. Pracují pomocí technologie válcování. Na vnitřní závitovou kuželovou plochu je vhodný i závitník, ale má speciální konstrukci přizpůsobenou tomuto typu provozu.
Pravidla krájení
Bez ohledu na způsoby řezání závitů se při takových technologických operacích berou v úvahu následující faktory:
- Pravděpodobnost roztrženého, vadného povrchu. Rizika se výrazně zvyšují se zvyšující se rychlostí, otupením břitů nástroje a nesprávným výběrem řezné kapaliny.
- Možné chyby. Zvětšování nebo zvětšování tyčí a otvorů má za následek zatáčky s neúplnou výškou, která neodpovídá technickým specifikacím, výkresu nebo normě. Rozdíl ve výšce podél délky nastává v důsledku počátečního zkosení povrchu.
- Protahování cívek. Dochází k němu v důsledku toho, že se samovysouvací trn stroje zpomaluje.
- Smrštění matice nebo jiné podobné části podél středního průměru. Takové situace vznikají v důsledku použití silně opotřebovaných řezných nástrojů.
- Rozdělení maticového prvku podle jeho středního průměru. To je možné díky nadměrně zvětšenému úhlu čela, který způsobuje vytlačení čepových per.
Abyste se vyhnuli všem těmto problémům, musíte dodržovat pravidla:
- Vyberte správnou technologii řezání a také vybavení pro soustružnické zařízení.
- V konkrétních případech používejte optimální režimy a také používejte vhodné chlazení a maziva.
- Připravte díly předem, dodržujte údaje z referenčních tabulek, aktuální GOST nebo jiné normy, stejně jako technologické plány a další dokumenty.
- Sledujte a kontrolujte stupeň ostření řezných nástrojů pomocí šablon.
- Sledujte všechna nastavení stroje v každém pracovním cyklu, správně spočítejte a sestavte kytaru.
- Pečlivě zkontrolujte první hotové výrobky, abyste odhalili vady, nesrovnalosti a nepřesnosti. Pokud jsou identifikovány, je nutné provést úpravy nastavení. V sériové výrobě musí být kontrola pravidelná, protože stanovené počáteční parametry mohou být během práce ztraceny.
- Sledujte provozuschopnost používaných strojů a jejich vybavení. Nástroje vyžadují pravidelné ostření a včasnou výměnu, protože se opotřebovávají.

Sledování kvality
Aby byl závitový spoj řízený, kvalitní a vyhovoval provozním a technickým požadavkům, je nutné analyzovat dodržení zadaných konečných parametrů stoupání, úhlu profilu, vnitřního, vnějšího a středního průměru. Ke kontrole těchto hodnot se používají různé kontrolní metody:
- Kalibry. Používají se v hromadné výrobě.
- Závitoměry, nazývané závitové šablony, a také mikrometrické měřicí přístroje v kombinaci s vyměnitelnými vložkami. Měřidlo závitu řídí stoupání. Pomocí mikrometrů a v nich instalovaných výměnných vložek se kontrolují střední průměry. Takové způsoby řízení jsou vhodné pro malosériovou výrobu.
- Tři tenké dráty a optimetr nebo mikrometr. Tato metoda je vhodná pro vysoce přesná měření středních průměrů šroubů.
- Instrumentální mikroskopy. Jsou vybrány, pokud je prováděná práce přesná, to znamená, že požadavky na přesnost jsou velmi přísné. Mikroskopy pomáhají vyhodnocovat úhly, rozteče a průměry.
Důležitost nastavení stroje
Abyste dosáhli požadovaných parametrů, musíte zařízení správně nakonfigurovat. Rotační pohyb vřetena a pohyby třmenu jsou nutně spojeny. Posuv v podélném směru, prováděný s každou otáčkou části vřetena, musí odpovídat stoupání závitu.
V instalacích soustružnických šroubů se nastavení posuvu provádí zapojením ozubených kol – jejich posuvné skříně – s kytarou. Existuje mnoho variací dostupných kombinací, takže si můžete nastavit téměř libovolné parametry.

Závěr
Výsledky práce závisí za prvé na typu a stupni automatizace stroje a za druhé na zručnosti obsluhy. Firma Profbau provádí kovoobrábění profesionálně, rychle a levně.
Využíváme moderní vybavení a poskytováním služeb svěřujeme kvalifikovaným řemeslníkům, kteří znají všechny složitosti technologie a vlastnosti kovů a také zajistí, aby geometrie a rozměry obrobků s vysokou přesností odpovídaly rozměrům a tvarům finálních výrobků.