Jaké vady svaru lze zjistit při vnější kontrole?
Svařování je nejdůležitější a nedílnou součástí každé stavby. Práce související se svařováním jsou navíc nejdůležitější, protože na nich závisí pevnost konstrukcí jako celku nebo nosnost jednotlivých součástí a dílů.
Svařování je proces získání trvalého spojení dílů aplikací lokálního ohřevu.
Druhy svařování
Svařování se provádí tavnou metodou nebo tlakovou metodou. Tyto metody se zase dělí na:
- kovárna (kovárna) svařování
- svařování plynovým lisem
- odporové svařování
- termitové svařování
- svařování elektrickým obloukem
- elektrostruskové svařování
- obloukové svařování v ochranné atmosféře plynu
- atomové vodíkové svařování
- svařování plynem.
Svařování však není vždy prováděno efektivně, což následně ohrožuje spolehlivost konstrukcí a součástí a vytváří možnost destrukce. Tím se stává aktuální problematika analýzy vad svarů a metod jejich odstraňování, stejně jako monitorování svařování v procesu.
Během svařovacích prací se provádějí tři hlavní typy kontroly: předběžná kontrola, kontrola během procesu svařování, kontrola hotového výrobku.
Předběžná kontrola — zahrnuje kontrolu jakosti a složení základního kovu, kvality přídavného drátu, kyslíku, karbidu, acetylenu, tavidel, kontrolu kvality obrobku a montáž dílů pro svařování, kontrolu stavu a funkce přístrojů a nástrojů (tlak měřidla, převodovky, hořáky), stejně jako kvalifikace svářečů.
Kontrola během procesu svařování – zahrnuje systematickou kontrolu svařovacího režimu, správného provozu svařovacích zařízení a přístrojů, kontrolu dodržení stanoveného svařovacího postupu svářečem, kontrolu a měření švu pomocí šablon.
Kontrola hotového výrobku nebo montáže se zjišťuje kvalita provedeného svařování. Za tímto účelem se provádí vnější kontrola a měření svarů, zkoušení hustoty (pro švy tlakových nádob), metalografické, fyzikální a chemické studie a mechanické zkoušky svařovaných vzorků.
Vady svarů a způsoby jejich odstraňování
1. Odchylky v šířce a výšce švů, nohavic, pasování švů. Rozměry švů nesplňují požadavky GOST.
Způsob identifikace a eliminace: vnější kontrola švů a kontrola rozměrů pomocí šablon. Lze to eliminovat odříznutím přebytečného kovu, čištěním švů a svařováním úzkých míst ve švech.
2. Podříznutí fúzní zóny – vady ve formě prohlubně podél linie tavení svaru se základním kovem.
Způsob identifikace a eliminace: vnější kontrola švů. Čištění oblasti podříznutí, svařování švu.
3. Čas ve svaru – vada svaru v podobě dutiny kulatého tvaru vyplněné plynem. Řetězec pórů je skupina pórů ve svaru umístěných v linii.
Způsob identifikace a eliminace: vnější kontrola, kontrola lomu švu; Rentgenová a gama kontrola, kontrola ultrazvukem, metoda magnetografické kontroly atd. Naplánovat nahromadění pórů, vyčistit, svařit. Utěsněte kováním při svařování při teplotě světle červené barvy švu.
4. Fistuly – defekty ve formě trychtýřovité prohlubně.
Způsob identifikace a eliminace: vnější kontrola, odstranit sekáním nebo hoblováním, vyčistit, svařit.
5. Nedostatek penetrace – vada ve formě nedostatečného natavení ve svarovém spoji v důsledku neúplného natavení hran nebo povrchů dříve vyrobených svarových housenek.
Způsob identifikace a eliminace: vnější prohlídka zlomeniny. Vnitřní kontrola. Kompletně demontováno (vyříznuto nebo ohoblováno, vyčištěno a svařeno).
6. Prověšení na svarovém spoji – vada ve formě úniku svarového kovu na povrch základního kovu nebo dříve vyrobené housenky, aniž by se s ním spojil.
Způsob identifikace a eliminace: vnější kontrola, oříznutí toku, odstranění, vaření nedostatku průniku.
7. Struskové vměstky – defekty ve formě struskových vměstků.
Způsob identifikace a eliminace: vnější kontrola lomu švu. Rentgenová a gama kontrola, ultrazvuková kontrola, magnetografická kontrola. Vyjmout, vyčistit, svařit.
8. Praskliny – vady ve svarovém spoji ve formě prasknutí ve svaru a (nebo) přilehlých oblastech.
Způsob identifikace a eliminace: zevní vyšetření, prohlídka zlomeniny, RTG a gama kontrola, ultrazvuková kontrola a magnetografická metoda. Zcela vyjmout, vyčistit, uvařit.
9. Spálit – defekt v podobě průchozího otvoru ve svaru, vzniklý v důsledku úniku části kovu svarové lázně.
Způsob identifikace a eliminace: vnější kontrola, sejmutí (nařezání nebo naplánování), svaření.
10. Kráter – prohlubeň vytvořená tlakem plamene, když svařování náhle skončí.
Způsob identifikace a eliminace: vnější kontrola, vyčistit, svařit.
11. Kovové cákance — vady ve formě ztvrdlých kapek na povrchu svarového spoje.
Způsob identifikace a vyloučení: Externí kontrola. Čištění povrchů. Aplikace ochranného nátěru třídy P1 nebo P2.
12. Přehřívání kovu – kov má hrubozrnnou strukturu, kov je křehký, křehký a volný. Opraveno tepelným zpracováním. Důvod: vysokovýkonné svařování plamenem.
Způsob identifikace a eliminace: vnější kontrola, eliminovat přehřívání tepelným zpracováním.
13. Spálený kov – přítomnost oxidovaných zrn v kovové struktuře, která mají nízkou soudržnost v důsledku přítomnosti oxidového filmu na nich. Vzniká při přebytku kyslíku v plameni (pokud to technický proces nevyžaduje, jako při svařování mosazi). Spálený kov je křehký a nelze jej opravit. Pozná se podle barvy laku (na oceli).
Způsob identifikace a eliminace: vypálený kov je nutné zcela vyříznout a plochu znovu svařit.
Spolehlivý provoz plynovodu za provozu zajišťují svařované spoje ocelových trubek. Kvalita provedených připojení je kontrolována:
- vizuální a měřicí kontrola;
- nedestruktivní metody;
- mechanické zkoušky.
Vizuální a měřicí kontrola

Obr. 1 Vady svaru zjištěné vnější kontrolou
Při vizuální kontrole, vnější kontrole a měření se zjistí různé vady svaru: odchylky geometrických rozměrů, podříznutí, trhliny, nadměrná nebo malá výztuž atd. Podříznutí (Obr) jsou zářezy (rýhy) podél okrajů švu. Vznikají v důsledku vysokého svařovacího proudu, dlouhého oblouku a jsou eliminovány svařováním. Krátery (Obr.1,b) vznikají v důsledku prudkého přerušení oblouku a představují trychtýřovitou prohlubeň uprostřed nebo na konci svaru. Spálit (Obr. 1, c. Obr) je průchozí otvor ve svaru v důsledku vytékání kovu ze svarové lázně. Důvody: vysoký proud při nízké rychlosti svařování, nadměrná mezera mezi svařovanými hranami. bobtná (Obr.1,d) vznikají v důsledku vysokého svařovacího proudu a nesprávného sklonu elektrody. Příliš málo nebo příliš mnoho zesílení oslabuje šev. Nadměrné zpevnění švu je eliminováno čištěním abrazivním nástrojem.
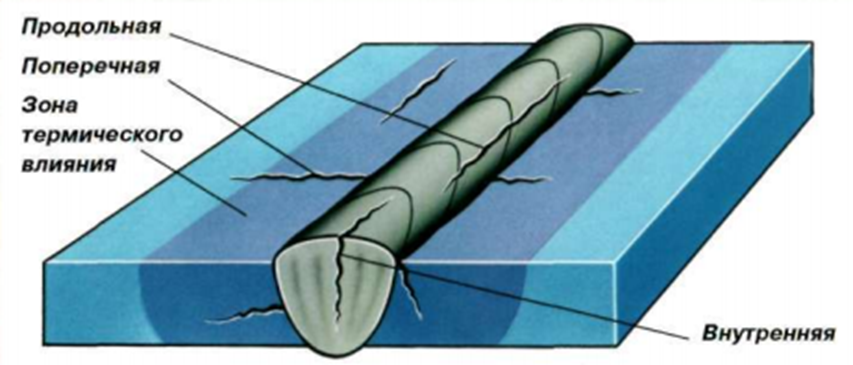
Obr.2 Trhliny ve svarových spojích
Crack (pic.2) – částečná destrukce svaru ve formě prasknutí. Mohou vyjít ven a pak jsou detekovány při externím vyšetření. Podélné trhliny jsou umístěny podél svaru. Příčné trhliny jsou orientovány napříč osou svaru. Mohou být umístěny přímo ve svarovém kovu, na hranici tavení nebo v tepelně ovlivněné zóně. Praskliny a popáleniny patří mezi nejnebezpečnější vady.
Spoje svařované ručním obloukovým nebo plynovým svařováním na základě výsledků externí kontroly musí odpovídat GOST 16037 „Svařované spoje ocelových potrubí. Základní typy, konstrukční prvky a rozměry“ podle šířky švu, velikosti výztuže Je také nutné očistit švy a přilehlé plochy ve vzdálenosti minimálně 20 mm na obou stranách švu od strusky. okují, postříkání kovem apod. Neměly by se vyskytovat žádné praskliny, popáleniny, krátery zasahující až na povrch pórů, podříznutí s hloubkou větší než 5 % tloušťky stěny trubky (více než 0,5 mm) a délkou větší než jeden třetina obvodu kloubu (více než 150 mm).
Vnitřní vady
Jednotlivé vady svaru nelze vnější kontrolou zjistit. Takové vady se nazývají vnitřní.

Obr.3 Vnitřní vady svaru
Nedostatek penetrace (Obr) je místní nedostatek svaru v důsledku neúplného svaru hran. Nedostatek průvaru vzniká v důsledku znečištění hran, nadměrné rychlosti svařování a nedostatečného svařovacího proudu. Póry (Obr.3,b) jsou kulaté dutiny ve svaru, struskové vměstky (Obr. 3, c. Obr) – malé objemy naplněné nekovovými látkami (struska, oxidy). Struskové vměstky se mohou objevit, když svařovací struska vyplní nedostatečný průvar a podřezy, nebo při špatném očištění předchozí vrstvy od struskové krusty. Póry a struska se také objevují, když je rychlost svařování příliš vysoká.
Rentgenová kontrola
Pokud jsou výsledky vizuální kontroly pozitivní, provádí se nedestruktivní testování pomocí fyzikálních metod. Hlavní metodou je radiografická, kdy se svarové spoje osvětlují rentgenovými nebo gama paprsky, což poskytuje nejjasnější obraz o kvalitě svaru. Požadavky na radiografické testování stanoví GOST 7512 „Nedestruktivní testování. Svařované spoje. Radiografická metoda“.

Obr.4 Rentgenový přístroj Arina-3
K osvětlení se používají přenosné rentgenky (pic.4). Zařízení je upevněno na jedné straně potrubí a fólie na opačné straně.
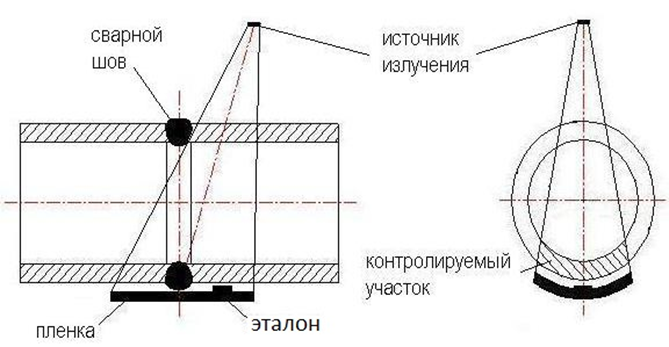
Obr.5 Schéma rentgenového testování
Rentgenová kontrola (pic.5) přes dvě stěny se používá pro plynovody o průměru větším než 50 mm. Kontroluje se část svaru, pod kterou je fólie fixována. Vedle švu je umístěn etalon citlivosti, jehož porovnání umožňuje určit velikost defektů. Pro kontrolu celého svarového spoje jsou potřeba alespoň tři fotografie. Po natáčení jsou rentgenové filmy vyvolány, poté jsou dešifrovány pomocí negatoskopu – zařízení se svítícím stínítkem, na které je obraz superponován. Zjištěné závady jsou zaznamenány do protokolu o kontrole svaru, ze kterého je učiněn závěr o kvalitě svarového spoje.
Obraz vnitřní struktury získaný na rentgenovém filmu nám umožňuje poskytnout vizuální dokumentaci výsledků kontroly. Prasklinami, póry, struskovými vměstky a neproniknutím prochází záření s různou intenzitou, odlišnou od intenzity záření procházejícího pevným kovem. Základní kov pohltí více záření, vady pohltí méně.
V důsledku toho jsou na filmu zaznamenány defekty ve formě světlých skvrn. Při zkoumání vyvolaného filmu se na něm zjišťuje nejen přítomnost vad, ale i jejich velikosti. Chcete-li to provést, porovnejte stupeň zčernání defektních míst se zčernáním daným standardem citlivosti, který je natočen spolu se spojem.
Na základě výsledků radiografické kontroly jsou spoje odmítnuty, pokud jsou přítomny následující vady:
- praskliny, popáleniny, neutěsněné krátery;
- nedostatek průniku při řezání švů;
- nedostatek průvaru u kořene svaru a mezi housenkami větší než 25 mm na každých 300 mm délky svarového spoje nebo více než 10 % obvodu u délky svarového spoje menší než 300 mm;
- velikost kloubních defektů (póry, struska a jiné inkluze) překračuje hodnoty stanovené pro třídu 6 podle GOST 23055.
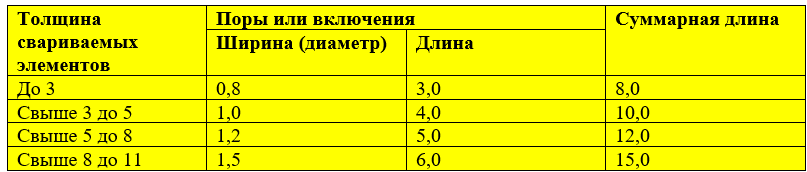
GOST 23055 „Nedestruktivní testování. Tavné svařování kovů. Klasifikace svarových spojů na základě výsledků radiografického testování“ zavádí třídu svarových spojů na základě maximálních přípustných velikostí pórů, strusky, wolframových a oxidových inkluzí zjištěných během radiografického testování. Pro třídu 6 norma definuje maximální velikosti vad uvedené v tabulka 1. Pokud velikost vad přesahuje velikost, jsou svarové spoje považovány za nepoužitelné a zamítnuty.
 Ultrazvukové testování
Ultrazvukové testování
 Ultrazvukové testování
Ultrazvukové testováníMetoda ultrazvukového testování je založena na schopnosti ultrazvuku pronikat kovem a odrážet se od povrchu trhlin, nestavení, struskových vměstků a jiných defektů svaru v důsledku rozdílné zvukové vodivosti kovu a vzduchu nebo jiných vměstků. Při pohybu v homogenním prostředí zvukové vlny nemění svůj směr. K odrazu dochází na hranici médií s různými akustickými odpory. Čím více se liší, tím více zvukové vlny se bude odrážet od rozhraní.

Obr.6 Ultrazvukové zkoušení svarových spojů
Ultrazvukový defektoskop generuje zvukové vlny a také zaznamenává odražený signál. Přijaté informace se zobrazí na monitoru vybaveném zařízením (pic.6). Ultrazvuková metoda však neumožňuje určit povahu defektů. Používá se ke kontrole svařování plynovodů, při namátkové kontrole minimálně 10 % spojů radiografickými metodami.
Na základě výsledků ultrazvukového testování jsou spoje odmítnuty, pokud existují vady, jejichž plocha přesahuje plochu otvoru ve standardních vzorcích podniku připojených k ultrazvukovému zařízení, a také pokud existují vady o délce více než 25 mm na 300 mm délky svarového spoje nebo 10 % obvodu u délky spoje menší než 300 mm.
Mechanické zkoušky
Mechanickým zkouškám se podrobují spoje ocelových plynovodů, které nepodléhají nedestruktivním zkouškám a spoje podzemních plynovodů svařované svařováním plynem. Provádějí se zkoušky tahem a ohybem nebo zploštěním.

Obr.7 Zkouška tahem
Protahování je deformace, která zvětšuje délku těla. Vyskytuje se pod vlivem sil působících na oba konce těla a směřujících podél jeho osy. Tahové zkoušky se provádějí pomocí tahového zkušebního stroje. K tomu se ze spoje vyříznou tři vzorky s neodstraněnou výztuží. Svarové spoje trubek do průměru 50 mm včetně jsou testovány kompletně. Vzorové hlavy (pic.7). Horní rukojeť je nehybná. Spodní čelist jemně klesá a natahuje vzorek, dokud se nezlomí.
Stroj je vybaven zařízením pro měření působící síly. Ukazatele pevnosti se určují z tahového diagramu, na kterém je vodorovně vyneseno prodloužení vzorku v milimetrech a svisle síla působící na vzorek. Výsledek zkoušky se považuje za pozitivní, pokud pevnost v tahu svarového spoje není menší než pevnost v tahu základního kovu.
Obr.8 Vzorek po zkoušce ohybem
Svarové spoje trubek o jmenovitém průměru nad 50 mm jsou zkoušeny na ohyb. K tomu se ze spoje vyříznou vzorky s odstraněnou výztuží (pic.8). Spoje jsou považovány za vysoce kvalitní, pokud se při ohnutí vzorků do určitého úhlu neobjeví trhlina v tahové zóně. Pro svařování plynem je úhel α nejméně 100 0, pro svařování elektrickým obloukem – nejméně 120 0.
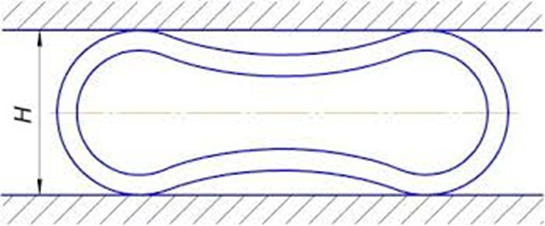
Obr.9 Zkouška zploštění
Spoje ocelových trubek o jmenovitém průměru do 50 mm včetně jsou zkoušeny na zploštění (obr. 9). Chcete-li to provést, vezměte celý spoj, který je umístěn mezi zplošťujícími plochami. Spoj je považován za vysoce kvalitní, pokud se na něm objeví první trhlina ve vzdálenosti H mezi rovinami zploštění rovné nebo menší než 5S, kde S je tloušťka stěny trubky.

Autor článku: Vershilovič Vladislav Adamovich
— Místo výkonu práce — Gazprom Gas Distribution Nizhny Novgorod LLC
— Autor populárních knih a příruček o konstrukci a provozu plynových zařízení
Absolvujte kurzy průmyslové bezpečnosti
A získat certifikaci

Držitel autorských práv: Školicí středisko “Akademie zabezpečení”
Všechna práva k článkům a dalším informačním materiálům umístěným na tomto webu náleží jeho vlastníkovi a autorům těchto článků. Jakékoli použití materiálů, včetně přetisku (částečného nebo úplného), je povoleno pouze v případě, že je uvedeno autorství (ChEI DPO „Výcvikové centrum bezpečnostní akademie“) a je vytvořen přímý aktivní hypertextový odkaz na stránku ve tvaru: „zdroj: ab -dpo.ru”, jakož i při zachování všech aktivních hypertextových odkazů obsažených ve zveřejněných materiálech. Je nepřípustné používat e-mailové adresy umístěné na stránkách webu pro zadávání do databází a provádění nepovolených hromadných rozesílání SPAMů.
Další články sekce
OSTATNÍ ČLÁNKY ODDÍLU Průmyslová bezpečnost

Co je to kotel? Co je chladicí kapalina pro kotle a jaká je její hlavní hodnota? Tento článek začíná sérii o kotlích. Z ní se dozvíte, co je to kotel, co je chladicí kapalina pro kotle a jaká je její hlavní hodnota? Dále zde najdete informace o typech páry, vlastnostech použití vody jako chladicí kapaliny a také exotických chladicích kapalinách.

Kde se používají plynové pístové jednotky? Co je podstatou procesů kogenerace a trigenerace? Co jsou kogenerační zařízení a trigenerační komplexy, kde se používají? Jak funguje plynový pístový kogenerátor? Odpovědi na tyto otázky najdete v článku.
Článek pojednává o hlavních typech elektráren pracujících na plynové spalovací motory, včetně plynových turbín a plynových pístových motorů. Jsou diskutovány výhody plynových turbín a plynáren s kombinovaným cyklem a také možnosti využití mikroturbíny pro různé energetické úkoly.
© CHOU DPO „UC „Akademie bezpečnosti“
2013-2024