Lapování povrchů – Procvičování kovoobráběcích a montážních prací

Před zahájením lapování rovin desek naneste na rovinu spodní desky tenkou, rovnoměrnou vrstvu abrazivního materiálu M4 nebo M5 rozpuštěného v petroleji se stearinem. Oběma rukama uchopte desku shora za výztužná žebra a položte ji na desku upevněnou mezi čtyřmi úhelníky na dřevěné podložce, poté desku posouvejte podél desky vratnými pohyby po celé rovině. Pro usnadnění těžké manuální práce při pohybu horní desky použijte stroj pro mechanické lapování horní desky podél spodní desky instalované na otočném stole stroje mezi čtyřmi dorazy. Během práce namažte povrch spodní desky tenkou, rovnoměrnou vrstvou abrazivního materiálu M4. Oběma rukama uchopte desku za rukojeti a opatrně ji položte na desku. Vytáhněte vidlici z otvoru ve stojanu, nainstalujte ji mezi výztužná žebra desky a upevněte ji na stojanu křídlovou maticí. Poté se stroj zapne a desky se brousí. Princip stroje spočívá ve vytvoření složité trajektorie pohybu desek vůči sobě navzájem pomalým otáčením stolu s nainstalovanou deskou a pohybem horní desky pomocí excentru upevněného na hřídeli kladky a spojeného řemenovým pohonem s kladkou elektromotoru namontovaného v tělese stroje. Lapování na stroji zajišťuje rovinnost desek v rozmezí 0,003-0,005 mm.
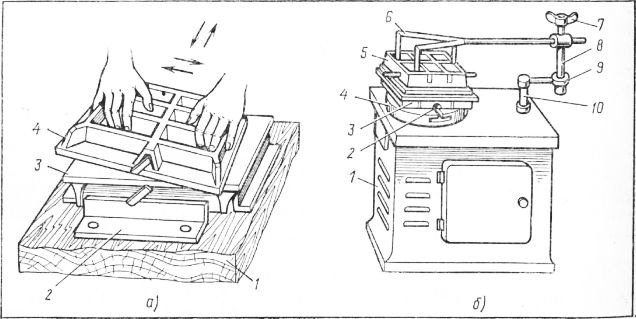
Obr. 1. Překrytí desek vůči sobě navzájem

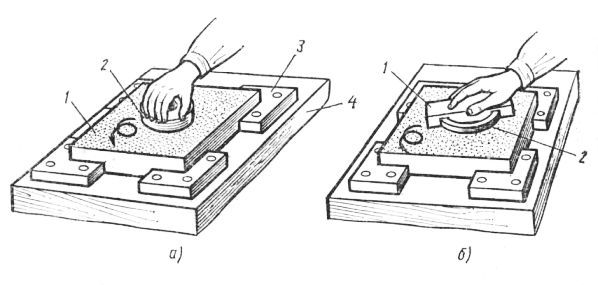
Obr. 2. Ruční lapování povrchů součástí
Při ručním lapování se dílu dává vratný pohyb podél povrchu lapovacího nástroje instalovaného v objímce dřevěné desky. Obr. 2, b znázorňuje další způsob upevnění lapovacího nástroje v dřevěné desce. Při ručním lapování se díl rovnoměrně přitlačuje shora dlaněmi k povrchu lapovacího nástroje.
Při dokončování malých dílů, jako je například přítlačný kroužek, se doporučuje pohybovat jím krouživým pohybem po celém povrchu kloubu, pro což se díl uchopí prsty pravé ruky a dlaň se přitlačí k rovině desky instalované mezi čtyřmi rohy dřevěné desky. Při dokončování můžete použít dřevěný blok s pístním kroužkem instalovaným v drážkách. Při dokončování rovin pístních kroužků je nutné je pravidelně přeskupovat v drážkách bloku a měnit polohu prstů. Mezi dokončovanými rovinami musí být dodržena přísná rovnoběžnost v rozmezí 0,01-0,015 mm.
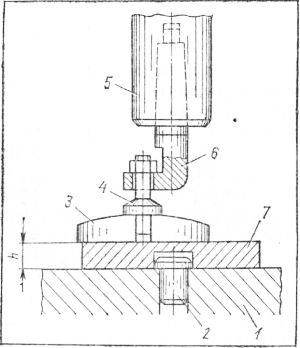
V kovoobráběcích a montážních pracích se používá jednoduchý upínací trn, jehož zavedení umožnilo mechanizovat operaci lapování rovin součástí a provádět ji na vrtačce. Na prst stolu vrtačky je instalován vybroušený polotovar přítlačného kroužku o výšce h. Na závitový pojistný prst zasunutý do otvoru zakřiveného trnu, jehož kužel je zasunut do vřetena stroje, je upevněn kulatý litinový lapovací nástroj. Díky volnému upevnění pojistného prstu se lapovací nástroj sám nastaví na rovinu kroužku. Nanese se abrazivní dokončovací materiál a stroj se zapne. Podle tohoto principu je možné provádět mechanické lapování a dokončování rovin na vrtačce a dalších plochých součástí.
Obr. 3. Povrchová úprava povrchů pístních kroužků
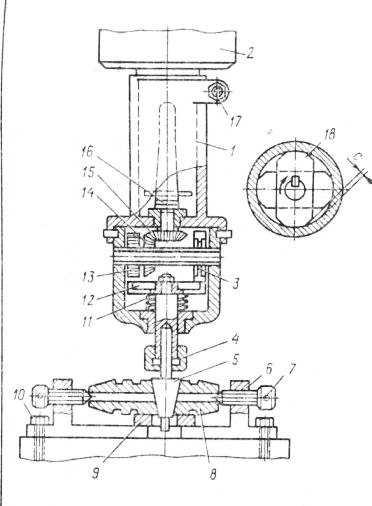
Plochy s rovnou a kuželovou strukturou lze opracovat pomocí speciálního zařízení, které je instalováno na vrtačce. Na vřeteno vrtačky je nasazena hlava vrtačky a zajištěna šroubem. Vřeteno s lapovacím nástrojem se zvedne. Zařízení je zajištěno šrouby na stole stroje. Součást je instalována mezi závitové středy na pryžovém těsnění tak, aby osa kuželového lapovacího nástroje se shodovala s osou otvoru v součásti. Poté se spustí lapování povrchu kuželového otvoru v součásti. Otáčení vřetena se přenáší přes dvojici kuželových ozubených kol na osu a dvě vačky otočené vůči sobě o 90°. Díky tomu se vačky střídavě dotýkají disku a otáčejí jej různými směry o určitý úhel. V okamžiku, kdy se každá vačka odpojí od disku, se disk působením spirálové pružiny zvedne o velikost zkosení vačky. Lapovací nástroj upevněný v kleštině tak během procesu lapování kuželové plochy otvoru v součásti dostává potřebný pohyb pro zpracování: vratně-rotační s periodickým posuvem podél osy.
Obr. 4. Mechanizovaná metoda lapování povrchu součásti
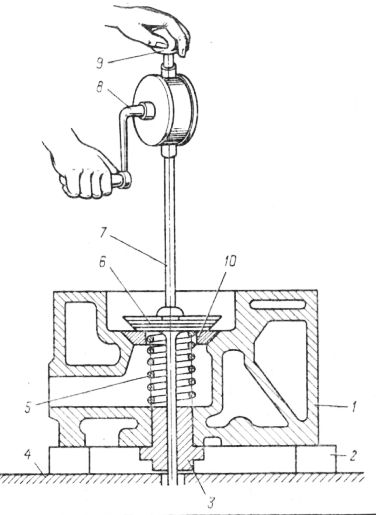
Obr. 5. Lapování povrchů zkosení ventilu a sedla hlavy válců
Obr. 6. Univerzální zařízení pro dokončování otvorů v dílech
Povrchy kuželových otvorů se kontrolují na přítomnost barvy. Při dobrém lapování je barva rovnoměrně rozložena po celé kontaktní ploše. Pro konečnou úpravu povrchu se místo prášků používají lapovací pasty GOI tří stupňů: hrubé, střední a jemné. Pro předběžné lapování se používají hrubé a střední pasty, které mají vysokou lapovací schopnost, a pro konečnou úpravu jemná pasta.
Lapování ventilů v mechanismech pístových spalovacích motorů je pracná operace. Před zahájením společného lapování povrchů zkosení ventilu a sedla hlavy válců je nutné je důkladně otřít a poté na zkosení ventilu nanést tenkou vrstvu pasty nebo brusného prášku pomocí tamponu. Na dřík ventilu se nasadí pružina a zasune se do otvoru ve vodicím pouzdře, zatlačí se do pouzdra hlavy válců, které je namontováno na rovnoběžných matricech a stole. Hlava vrtací tyče (stroje) se vezme do levé ruky a vrtací šroubovák se vloží do drážky ventilu v pravé rukojeti. Rukojeť se střídavě otáčí v různých směrech a po každých třech nebo čtyřech otáčkách se tlak na ventil mírně sníží, zatímco spirálová pružina, uvolňující se, umožňuje ventilu zvednout se nad sedlo. To se provádí pro rovnoměrnější lapování po celém povrchu zkosení ventilu a sedla. Pravidelně je nutné důkladně otřít a omýt nejen zkosení ventilu, ale i sedlo. Lapování se provádí, dokud se po celém obvodu zkosení a tělesa ventilu neobjeví rovnoměrné matné pruhy o šířce 1,5-2,5 mm. Jednotlivé skvrny na lapovaných plochách zkosení ventilu a sedla hlavy jsou nepřijatelné, protože horké plyny budou unikat netěsnostmi v lapovaných plochách a způsobovat lokální přehřátí sedla a ventilu. Ruční lapování ventilů je velmi pracná operace, proto se ve velkovýrobě provádí na vícevřetenovém lapovacím stroji, který umožňuje lapování několika ventilů současně.