Jak správně řezat závity na soustruhu?
Pro provádění v nesériové výrobě se používají univerzální šroubořezné soustruhy. Pracují s obrobky ve formě rotačních těles a malých dílů asymetrického tvaru, které lze namontovat na čelní desku stroje. V ostatních případech se závity získávají frézováním, válcováním a jinými metodami.
Řezání závitů na soustruhu
Pro tváření závitů na soustruhu se používají řezné nástroje, jejichž vrchol se pohybuje konstantní rychlostí podél osy rotujícího obrobku. V tomto případě se na jeho povrchu vytvoří spirálová čára. Sklon šroubovice k rovině kolmé na středovou osu obrobku závisí na poměru rychlosti otáčení vřetena a rychlosti pohybu nástroje a je indikován úhlem šroubovice. Vzdálenost mezi dvěma sousedními identickými prvky závitu, měřená podél osy, se nazývá stoupání závitu.
Když se nástroj zahloubí do obrobku podél šroubovice, vytvoří se povrch se stejným tvarem jako na horní straně nástroje. Profil závitu se nazývá obrys úseku závitu v rovině procházející jeho osou otáčení. V závislosti na profilu se závity dělí na trojúhelníkové, lichoběžníkové, obdélníkové a kulaté, které se používají velmi zřídka. Závit s obdélníkovým profilem je perzistentní. Používá se pro závitové páry pracující pod značným zatížením.
Podle tvaru základní plochy se závity dělí na válcové a kuželové. Kuželové závity se používají v olejových, vodních, palivových a vzduchových systémech. Tam, kde je vyžadováno těsné spojení. Podle typu základní plochy lze závity rozdělit na vnější a vnitřní.
Směr rozlišuje mezi levým a pravým závitem. Pravý závit se utahuje při otáčení ve směru hodinových ručiček a levý závit se utahuje proti směru hodinových ručiček. V závislosti na počtu vláken existují vlákna s jedním a více začátkem. Vícechodé závity umožňují ujet větší vzdálenost za jednu otáčku. Počet průchodů lze určit pohledem na konec dílu. V závislosti na jednotkách měření se rozlišují metrové a palcové závity.

Řezání závitů frézami
Pro vnitřní závity se kromě fréz se používají závitníky a matrice. Závitník je nástroj v podobě závitové tyče z kalené oceli. Na povrchu tyče podél její osy jsou vyfrézované drážky, díky kterým má závit řezné hrany. Ocasní část závitníku má čtvercový průřez, což umožňuje jeho zajištění ve sklíčidle nebo unášeči.
Řezání vnitřního závitu
Existuje mnoho různých závitníků, běžnější jsou ruční a strojní závitníky. Pro řezání závitu pomocí závitníku se díl upevní na stroj, vyvrtá se do něj otvor a vřeteno se nastaví na požadovaný počet otáček. Závitník nainstalovaný v koníku se pohybem pinoly zasune do otvoru a díl se otáčí.
Při řezání závitů dochází nejen k rozřezání kovu na třísky, ale také k plastické deformaci v důsledku pronikání nástroje. Zvětší se i vnitřní průměr otvoru. S přihlédnutím k této vlastnosti se průměr závitového otvoru vypočítá odečtením stoupání závitu od vnějšího průměru závitníku.

Řezání kuželových závitů
Z kuželových závitů je nejpoužívanější standardní, který má profil symetrický vzhledem k normále k ose kužele. K řezání takových závitů se používají stejné metody jako u běžných válcových závitů.
Na revolverových soustruzích se kuželové závity řežou pomocí matric. Pokud je potřeba získat vysoce přesné závity, pak se používají závitovací hlavy s matricemi různých tvarů. Během operace se matrice automaticky oddálí.

Také pro kuželové závity se používají válcovací válečky, které umožňují válcování závitů. Pro vnitřní kuželové závity se používají speciálně navržené závitníky.
Nastavení soustruhu pro řezání závitů
Pro provádění soustružení závitů se zadanými parametry je nutné stroj doladit. V první řadě je potřeba propojit otáčení vřetena s pohybem třmenu. Podélný posuv na otáčku vřetena se musí rovnat stoupání závitu.
Šroubořezné soustruhy umožňují nastavit posuv frézy zablokováním ozubených kol jejich posuvné kytary a posuvné skříně. Díky velkému množství kombinací spojky těchto kol můžete stroj nastavit na jakýkoliv řezaný závit.
Základní chyby při řezání závitů na CNC soustruhu
- Řezání nefunguje (kontrolka startu svítí, ale nápravy se nepohybují). S největší pravděpodobností neexistuje žádná odezva na rychlost otáčení vřetena ze snímače nebo rotace vřetena nezačala.
- Nedostává se do zatáček (přítomnost velké mechanické vůle, prokluzování snímače kodéru nebo jeho kinematiky).
- Řeže závity s jiným stoupáním, než je zadané. Kontrolujeme cyklus řezání závitu, maximální rychlost posuvu při řezání závitu, práci v mm.
Všeobecné kontroly
- zkontrolujte program řezání závitů, vstup a výstup podle návodu k obsluze (text poskytnut pro analýzu)
- zkontrolujte poddajnost materiálu, frézy, otáčky vřetena, posuv, rozsah vřetena
- Stoupání závitu (mm) vynásobené počtem otáček vřetena (ot/min) nesmí překročit maximální osový řezný posuv (P1430). Je nutné snížit otáčky vřetena (problém nastává při řezání velkých závitů se stoupáním větším než 8-10 mm)
- zkontrolujte upevnění elektrických kabelů (konektorů) a samotných kabelů od kodéru k CNC
- zkontrolujte upevnění enkodéru na hlavě vřetena, spojku enkodéru, ozubené kolo na hřídeli enkodéru v hlavě vřetena
- zkontrolujte parametr a nastavenou hodnotu impulsů snímače vřetena na 1 otáčku. P3720=4096 impulsů
- Parametry jsou určeny pro CNC řady Fanuc 0i
Řezání závitů na soustruhu je jednou z těch operací, ke kterým lze použít různé nástroje. Tento problém se nejčastěji řeší pomocí frézy. Kromě ní se používají také závitníky, matrice a speciální pracovní hlavy. Na soustruzích lze navíc tuto operaci provádět pomocí technologie rýhování.
Proces řezání závitů na soustruhu s frézou
Řezání závitů pomocí soustružnického zařízení
Při řezání závitu na obrobku namontovaném na soustruhu pomocí frézy vypadá proces takto: nástroj, pohybující se podél osy rotující součásti (posuv posuvu), narýsuje špičkou na svůj povrch čáru šroubového typu . Charakteristickým parametrem šroubovice tvořené frézou na povrchu obrobku je úhel jejího elevace nebo zvětšení. Velikost tohoto úhlu, měřená mezi tečnou umístěnou ke šroubovici a rovinou, která je kolmá k ose rotace součásti, je určena:
- velikost posuvu řezného nástroje pohybujícího se podél osy obrobku;
- frekvence, s jakou se díl otáčí.
Neméně důležitým parametrem šroubovice je její stoupání, které charakterizuje vzdálenost mezi jejími sousedními závity. Tato vzdálenost se měří podél osy obrobku.
Fréza se pohybuje podél osy rotujícího obrobku a zařezává se do něj a vytváří spirálovou plochu, která se běžně nazývá závit. Prvky se závitovým povrchem se používají k řešení různých problémů: zajištění pohybu prvků vůči sobě, jejich kloubové spojení a těsnění tvarovaných spojů.
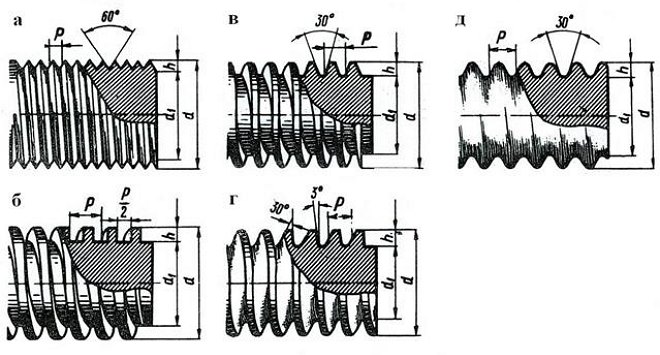
Nejběžnější typy profilu závitu: a – trojúhelníkový, b – obdélníkový, c – lichoběžníkový, d – trvalý, e – kulatý
Povrch závitového obrobku může být válcový nebo kuželový. Vlastnosti závitového spoje jsou výrazně ovlivněny profilem závitu, tedy jeho rovinným obrysem. Rozlišují se profily:
- trojúhelníkový;
- lichoběžníkový;
- pravoúhlý;
- vytrvalý;
- kolo.
Závit na povrchu součásti může být tvořen jedním šroubovým závitem (jednochodý) nebo několika (vícerozběhový). Pokud je vyříznuto několik šroubových závitů, jsou umístěny ve stejné vzdálenosti od sebe.
Můžete spočítat počet závitů na začátku závitového povrchu. Vícechodý závit se kromě stoupání vyznačuje takovým parametrem, jako je zdvih. Jedná se o vzdálenost měřenou mezi dvěma podobnými body dvou sousedních závitů, které jsou tvořeny jedním závitem. Tato vzdálenost se měří podél přímky rovnoběžné s osou závitové části. U jednochodého závitu tvořeného jedním závitem se zdvih rovná stoupání, ale u vícechodého závitu jej lze vypočítat vynásobením stoupání počtem startů.
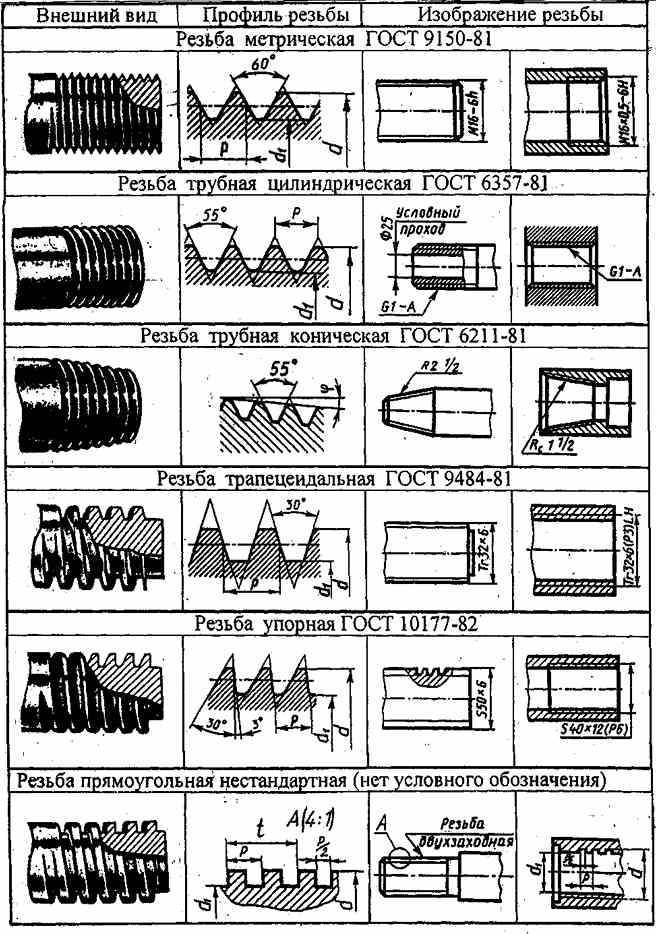
Všechny typy závitů s diagramy, parametry a předpisy GOST, které je regulují
Aplikace fréz
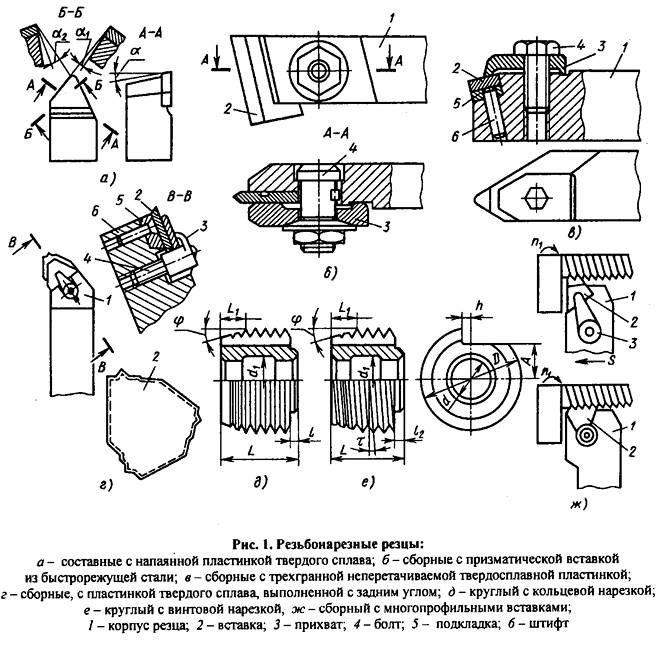
K řezání závitů pomocí soustruhu jsou zapotřebí nástroje na řezání závitů. Jsou vyrobeny z rychlořezné oceli a požadavky na jejich vlastnosti jsou stanoveny příslušným GOST (18876-73). Podle návrhu jsou takové frézy rozděleny do následujících typů:
- hranolový;
- tyč;
- kulatý (disk).
Šroubovitá závitová drážka na povrchu obrobku se vyřeže ohnutou nebo rovnou frézou a k vytvoření vnitřních závitů jsou zapotřebí přímé a zakřivené nástroje, které se upevňují ve speciálním trnu. Horní část soustružnické frézy, která se používá k řezání závitů, musí mít konfiguraci, která plně odpovídá profilu vytvářeného závitu.
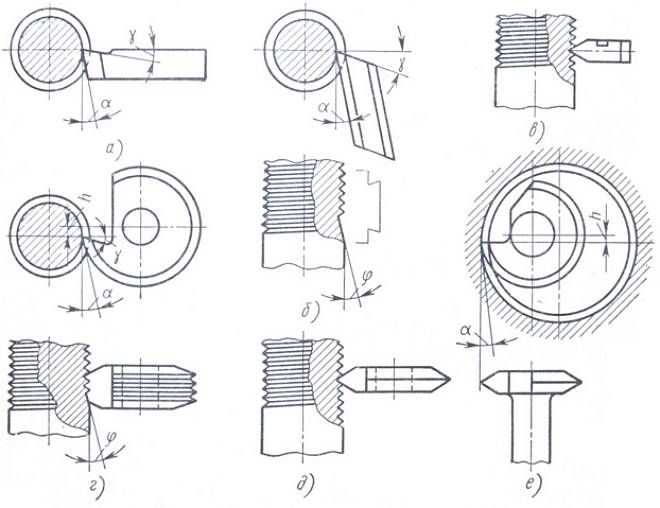
Frézy pro řezání závitů: a – tyč; b – hranolový víceprofil; c – hranolový jednoprofilový; g – víceprofil disku; d – jednoprofilový disk; e – disk pro vnitřní závit; α—zadní úhel; γ — přední úhel; φ je úhel sacího kužele; h – instalační výška osy frézy
Při vytváření závitu pomocí frézy je třeba vzít v úvahu řadu vlastností této technologie.
- Úhel čela soustružnického závitořezného nástroje závisí na vlastnostech zpracovávaného materiálu. Můžete si vybrat takový úhel v poměrně širokém rozsahu: 0–25 0 . Pokud je tedy závit řezán pomocí stroje na obrobcích vyrobených z běžných ocelí, měl by být úhel čela 0 stupňů pro vysoce legované oceli, které dobře odolávají teplotnímu zatížení, úhel čela může být 5–10 0. Může být větší, čím vyšší je viskozita materiálu, a čím menší, tím vyšší je tvrdost a křehkost kovu, ze kterého je obrobek zpracovávaný na stroji vyroben.
- Hrot soustružnického nástroje, který tvoří na obrobku šroubovici, musí mít tvar shodný s profilem závitu.
- Zadní boční rohy nástroje jsou voleny tak, aby povrchy frézy, kterými jsou vytvořeny, nedrhly o nově vytvořenou spirálovou drážku. Obvykle jsou tyto úhly stejné na obou stranách soustružnického nástroje. Pokud je úhel šroubovice, který charakterizuje závit, menší než 4 stupně, pak se takové úhly volí v rozmezí 3–5 0, pokud je větší než 4 0, pak 6–8 stupňů.
- Vnitřní závity se řežou v již připravených otvorech, které se získávají vyvrtáváním nebo vrtáním.
Obrobky vyrobené z oceli se opracovávají na soustruhu pomocí nástrojů s deskami z tvrdých slitin T15K6, T14K8, T15K6, T30K4. Pokud je díl vyroben z litiny, pak k řezání závitů na něm použijte nástroj s deskami vyrobenými z následujících druhů tvrdých slitin: VK4, V2K, VK6M, VK3M.
Technologie pro použití závitníků a matric
Pomocí závitníků, což jsou šrouby s několika podélnými drážkami, které tvoří břity a usnadňují odvod třísek, se na soustruhu vyřezávají převážně metrické závity v otvorech malého průměru. Pokud se pro řezání závitů používají strojní závitníky, operace se provádí jedním průchodem.
Strojní závitníky se od běžných liší tím, že se skládají ze dvou částí – závitovací a kalibrační. Pokud se běžné závitníky používají k řezání závitů pomocí soustruhu, pak technologie pro provádění tohoto procesu zahrnuje použití sady nástrojů. Sada pro řezání vnitřních závitů obsahuje tři typy závitníků: hrubovací, který udělá 60 % práce, polodokončování (30 %), dokončovací (10 %). Někdy v takové sadě mohou být dva nástroje: hrubovací, který dělá 75 % práce, a dokončovací, který tvoří 25 % práce. Chcete-li rozlišit hrubý závitník od dokončovacího, stačí se podívat na jeho řeznou část: je mnohem delší než u dokončovacího.
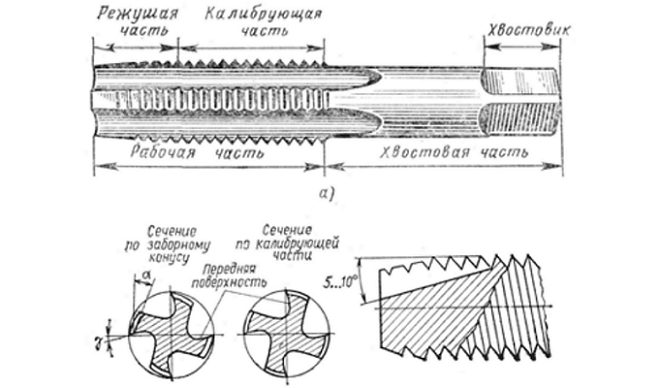
Konstrukce závitníku pro řezání závitů
Rychlost řezání závitů na soustruhu pomocí závitníků může být poměrně vysoká:
- 6–22 m za minutu – pro díly z litiny, bronzu a hliníku;
- 5–12 m za minutu – pro ocelové obrobky.
Pomocí matric, což jsou kroužky s vnitřním závitem a několika drážkami pro třísky, se na šroubech, svornících a čepech vytvářejí vnější závity. Povrch dílu musí být předbroušen na požadovaný průměr, který musí zohledňovat toleranci:
- 0,14–0,28 mm – pro závity o průměru 20–30 mm;
- 0,12–0,24 mm – pro závity o průměru 11–18 mm;
- 0,1–0,2 mm – pro závity o průměru 6–10 mm.
Zápustky, kterými se vyřezávají vnější závity, jsou zajištěny ve speciálním sklíčidle (držáku matrice) umístěném v pinole koníka soustruhu.

Pomocí matric jsou závity řezány následujícími rychlostmi (jejich nastavení zohledňuje i minimální opotřebení nástroje během provozu):
- 10–15 m za minutu – na výrobky z mosazi;
- 2–3 m za minutu – na litinové díly;
- 3–4 m za minutu – na ocelových obrobcích.
Aby matrice hladce dosedla na součást, je na konci součásti odstraněno zkosení, jehož výška se shoduje s výškou profilu závitu.
Aplikace závitořezných hlav
Při řezání závitů pomocí soustruhů se speciální hlavy používají mnohem méně často než nástroje popsané výše. Takové hlavy mohou být použity pro řezání závitů jakéhokoli typu. Jejich pracovními prvky jsou hřebeny: prizmatické se používají, když je potřeba řezat vnitřní závity pro řezání vnějších závitů, jsou potřeba radiální, kulaté a tangenciální; Zvláštností takových hlav je, že jejich pracovní těla se při zpětném zdvihu automaticky rozcházejí, takže se nedostanou do kontaktu s nově ustřiženým závitem.


Hřebeny pro řezání vnitřních závitů (jejich počet v sadě se může lišit) jsou vyrobeny s náběhovým kuželem. Při řezání vnějších závitů se používají především matrice kruhového typu, které se vyznačují jednoduchostí provedení. Hřebeny tohoto typu se navíc vyznačují vysokou odolností, lze je opakovaně brousit, čímž se jejich geometrické parametry dostávají na původní hodnoty.
V případě, že je na soustruhu potřeba řezat povrch šroubu na šnecích nebo šroubech velké délky, jsou závitové hlavy upevněny na podpěře stroje, což přispívá ke zvýšení produktivity technologického procesu. Takové hlavy mohou být vybaveny jak konvenčními frézami, tak i miskovitými nástroji.
Technologii řezání závitů pomocí soustruhu můžete pochopit z videa, které jasně ukazuje, jak se tento proces provádí. Níže je několik videí, která ukazují proces výroby řezbářských prací různými způsoby.