Jaká je polarita při svařování elektrodami?
Poznejte tajemství úspěšného svařování! Článek „Dopředná a obrácená polarita při svařování“ vám umožní zvládnout tyto metody. Budete moci kontrolovat kvalitu svaru, spotřebu elektrod a hloubku průvaru. Posuňte nyní své dovednosti na další úroveň!
Naučte se tajemství svařování s dopřednou a obrácenou polaritou! Co je polarita a jak ovlivňuje kvalitu švu? Jak zvolit správný režim svařování v různých situacích? Objevte nové možnosti svařování a naučte se používat polaritu pro lepší výsledky. Jste připraveni ponořit se do světa obloukového svařování? Přidejte se k nám a rozšiřte své znalosti v této vzrušující oblasti!
Pro koho je tento článek užitečný?
- Pro nové svářeče: Tento článek je užitečný pro začátečníky, kteří svou cestu v oboru svařování teprve začínají. Pomůže jim porozumět konceptům dopředné a zpětné polarity a také tomu, jak vybrat správný režim svařování v různých situacích.
- Pro zkušené svářeče: Zkušení svářeči mohou tento článek použít k osvěžení svých znalostí a ponoření se do nuancí svařování s dopřednou a obrácenou polaritou. Budou moci získat další tipy a triky, které jim pomohou zlepšit kvalitu jejich svářečské práce.
- Pro profesionální svářeče: Pro profesionální svářeče může být tento článek užitečný pro sdílení zkušeností a diskuzi o různých svařovacích metodách využívajících dopřednou a obrácenou polaritu. Mohou získat nové nápady a přístupy ke své práci.
- Pro studenty svařování: Studenti sváření mohou tento článek použít jako studijní materiál. Umožní jim lépe porozumět principům svařování s dopřednou a obrácenou polaritou a také uplatnit své znalosti v praxi.
- Majitelé svařoven a podniků: Majitelé firem, kteří provozují svařovny nebo zařízení, mohou tento článek využít ke zlepšení dovedností svých zaměstnanců a zajištění vysoké kvality svářečských prací. Budou schopni se naučit výhody a nevýhody svařování s dopřednou a obrácenou polaritou a aplikovat tyto informace ve své práci.
Jak je to užitečné?
Praktická aplikace informací z tohoto článku pomůže pozitivně ovlivnit následující ukazatele:
1. Rychlost a účinnost procesu svařování;
2. Kvalita a pevnost švu;
3. Úspora spotřebního materiálu;
4. Zvýšená kontrola nad svarovou lázní;
5. Minimalizace pravděpodobnosti deformace produktu;
6. Zvýšená přesnost a jistota při manipulaci s elektrodou;
7. Zlepšení kvality svarových spojů na různých materiálech;
8. Snížení časových a mzdových nákladů při svařování tenkých kovů;
9. Profesní rozvoj a rozšiřování znalostí v oboru svařování.
souhrn
V tomto článku jsme se podívali na důležitý aspekt svařovacího procesu – dopřednou a obrácenou polaritu. Možná jste se s těmito pojmy již setkali ve svářečské literatuře nebo příručkách ke svářecím strojům. Co ale znamenají a jak ovlivňují proces svařování? Pojďme na to společně přijít.
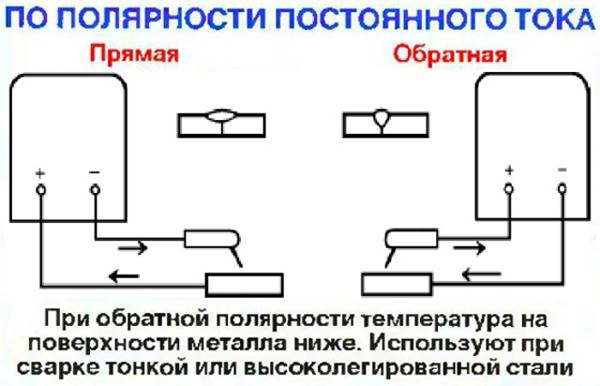
Polarita při svařování je důležitá pro kvalitu svaru, hloubku průvaru a spotřebu elektrody. Přímá polarita znamená, že „+“ je připojeno k produktu a poskytuje větší povrchový ohřev. Opačná polarita naopak způsobuje větší zahřívání samotné elektrody. Tyto rozdíly mohou být užitečné při výběru režimů svařování na základě tloušťky a typu svařovaného materiálu.
Přímá polarita zajišťuje stabilnější proud a rovnoměrné hoření svařovacího oblouku. To je zvláště užitečné v procesech, které vyžadují vysokou přesnost a kontrolu svarové lázně. Opačná polarita má však i své výhody. Umožňuje snížit zahřívání produktu, snížit pravděpodobnost deformace a zajistit lepší kontrolu procesu svařování.
Výběr správné polarity může být klíčovým faktorem pro dosažení kvalitního svaru. Pochopení rozdílů mezi dopřednou a obrácenou polaritou vám pomůže optimálně nastavit vaše svařovací zařízení a vybrat vhodné svařovací režimy pro každou konkrétní aplikaci.
Nyní, když jste obeznámeni s dopřednou a zpětnou polaritou při svařování, můžete tyto znalosti použít ve své práci. Pamatujte, že volba správné polarity může výrazně ovlivnit výsledek svařování. Je intuitivní použít přímou nebo obrácenou polaritu v závislosti na typu materiálu a požadované kvalitě švu.
Režimy svařování s přímou a obrácenou polaritou
Pro provádění procesu svařování elektrickým obloukem je nutný zdroj proudu a spojení pólů s malou vzduchovou mezerou. Při použití stejnosměrného proudu je možné určit polaritu – vpřed a vzad.
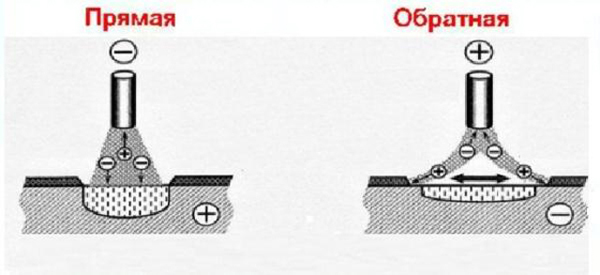
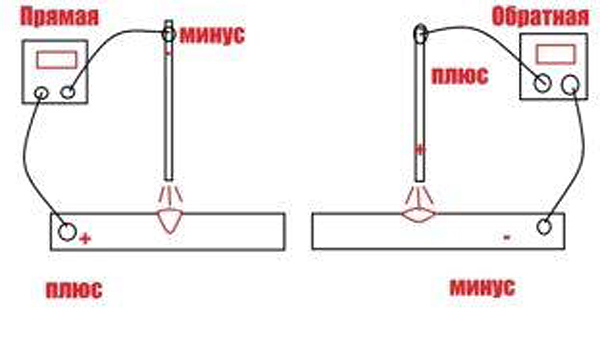
Přední a obrácená polarita
Při přímé polaritě je k výrobku připojeno „+“, což zajišťuje větší ohřev povrchu a nepřehřívá elektrodu. V tomto případě se na špičce elektrody vytvoří anodický tepelný bod. Při použití obrácené polarity bude na špičce elektrody „+“ a vytvoří se tepelná skvrna katody, což vede k většímu zahřívání spotřebního materiálu a menšímu zahřívání produktu. Rozdíl teplot je asi 1000°C.
Vliv polarity na svařování
Polarita ovlivňuje proces svařování a kvalitu švu. Použití přímé polarity vám umožní dosáhnout následujících výsledků:
- Provádějte řezání vzduchovým obloukem rychleji;
- Zvyšte proud na svařovacím stroji bez přehřátí spotřebního materiálu;
- Dosáhněte hlubšího pronikání kořene švu;
- Zajistěte stabilní hoření svařovacího oblouku a snadnou manipulaci při překrytí švu.
Obrácená polarita má také své vlastní vlastnosti při svařování:
- Výrobek se méně zahřívá;
- Pravděpodobnost teplotních deformací je snížena;
- Přídavný kov se odděluje ve velkých kapičkách;
- Je možné svařovat tenké plechy bez popálení;
- Vření uhlíku ve svarové lázni je sníženo.
Proto volba polarity závisí na materiálu a tloušťce svařovaného materiálu. Dopředná polarita se doporučuje při svařování tlustých obrobků, zatímco obrácená polarita může být užitečná při svařování tenkých kovů.
Názor odborníka: „Při svařování stejnosměrným proudem s kladnou polaritou nemá smysl používat elektrody na střídavý proud.“
Při výběru invertoru a svařovacího zařízení je důležité dbát na spolehlivé konektory napájecích kabelů, aby při změně polarity nedocházelo k problémům s opotřebením a připojením. Za zvážení stojí také funkce jako „Anti-stick“ a „Arc Force“, které pomohou usnadnit svařovací proces a předejít možným vadám švů.
Jednoduchý příklad
Jako příklad uveďme situaci, kdy svářeč potřebuje svařit spoj z tenkého ocelového plechu o tloušťce 1.5 mm pomocí poloautomatu. Po prostudování článku chápe, že v takových případech se doporučuje použít obrácenou polaritu, aby nedošlo k popálení a poškození materiálu. Nyní pro ilustraci tohoto příkladu uveďme tabulku, která bude indikovat svařovací parametry při použití obrácené polarity:
Tloušťka oceli, mm
Průměr drátu, mm
Síla svařovacího proudu, A
Rychlost svařování, cm/min
Po prohlédnutí tabulky svářeč pochopí, že pro svařování tenkých ocelových plechů pomocí poloautomatu s obrácenou polaritou by měl zvolit drát o průměru 0.8 mm, nastavit svařovací proud na 70 A a svařovat rychlostí 20 cm/min. Tento přístup mu pomůže dosáhnout vysoce kvalitního švu bez popálení nebo poškození materiálu. Výsledkem je, že svářeč bude schopen vykonávat práci efektivně a bezpečně a získá dobrý výsledek. Toto je jen jeden z mnoha příkladů využití znalostí dopředné a zpětné polarity při svařování, které mohou být užitečné při provádění svařovacího procesu s optimálními parametry. Pro dosažení nejlepších výsledků doporučujeme vždy věnovat pozornost tloušťce materiálu a zvolit vhodnou polaritu.
Poslouchejme myšlenky!
Odborník na svařování: Přímá polarita při svařování poskytuje stabilnější proud a rovnoměrný svařovací oblouk, což výrazně zjednodušuje kontrolu nad svařovacím procesem.
Profesionální svářeč: Obrácená polarita při svařování snižuje pravděpodobnost tepelného zkreslení a efektivněji využívá přídavný kov.
Technologický inženýr: Výběr správné polarity svařování je klíčovým prvkem pro dosažení vysoké kvality svaru a ovladatelnosti svařovacího procesu.
V závislosti na řadě faktorů může mít svařovací oblouk dodávaný při stejnosměrném svařování přímou nebo obrácenou polaritu. V prvním případě je „plusový“ náboj dodáván zpracovávaným prvkům a „mínusový“ náboj elektrodě. Opačná polarita při svařování se vyznačuje dodáním „plus“ k elektrodě a „mínus“ součásti. Přečtěte si více o specifikách metod níže.
Vlastnosti procesu
V přímém směru spojuje svařovací kabel svařovaný prvek s kladnou svorkou stroje. Kladný náboj tak dosáhne obrobku z invertoru; zápor je přiváděn přes držák elektrody.
Tento typ zapojení způsobuje zvýšení teploty na anodě (pól „+“) ve srovnání s katodou („-“). To určuje rozsah použití přímé polarity při svařování. Je použitelný pro řezání kovových konstrukcí, obrobků se silnými stěnami, stejně jako v případech, kdy je potřeba vyvinout velké množství tepla nebo vytvořit vysokou procesní teplotu.
Obrácená polarita při svařování invertorem je dodání záporného náboje do zpracovávaného kovu a kladného náboje elektrodě. Situace s uvolňováním tepla je opačná – dochází k nadměrnému zahřívání spotřebního prvku a nedostatečnému zahřívání svařovaného obrobku. Proto se při svařování používá obrácená polarita, pokud je nutné minimalizovat poškození obrobku při práci, stejně jako při jemné práci. Používá se pro trvalé spoje takových materiálů jako: nerezová ocel; plech; vysoce uhlíková nebo legovaná ocel; slitiny náchylné k přehřátí.
Nejznámějšími typy svařování, které využívají napájení zpětným proudem, jsou obloukové svařování a svařování v ochranné atmosféře plynu.
Vzory dle výběru
Proč je při svařování zvolena obrácená polarita pro některé práce a přímá polarita pro jiné? Odpovězme na tuto otázku zvážením tepelných vlastností procesu s použitím obráceného směru.
Když svařovací oblouk hoří na obrobku, na konci elektrody se objeví dvojice oblastí nazývaných anoda a katodové skvrny. Rozdíl jejich teplot někdy dosahuje 800 stupňů Celsia (ve prospěch anody). To znamená, že množství tepla generovaného na obrobku během provozu je poměrně velké a metoda je vhodnější pro vysoce kvalitní svařování švů. Je pozoruhodné, že při provozu se stejnosměrným proudem s přímou polaritou je rychlost hoření kovu elektrody o 20-40% nižší. Ale pro střídavý proud není pozorování polarity vůbec relevantní – jeho zvláštností je, že směr proudu se mění 100krát za jednotku času.
Výhody a nevýhody metod
Změna polarity má různé účinky na aktivitu elektrody. Obrácená polarita během svařování je tedy charakterizována následujícími znaky: zvýšený přívod tepla do obrobku; vysoce kvalitní, hluboké pronikání svařovaného dílu; elektroda pracuje déle (taví se pomalu); je minimalizováno rozstřikování tekutého kovu z obrobku.
Dopředný proud má následující vlastnosti: tepelný tok k obrobku je minimální; penetrace součásti je vysoká, ale nižší než u obrácené polarity; pracovní prvek se rychle roztaví a vyžaduje výměnu; kovové cákance s maximální pravděpodobností.
Můžeme s jistotou říci, že jedna metoda je výhodnější než druhá? Svařování proudem s obrácenou polaritou má zjevnější výhody, ale výběr není určen pouze výhodami. U většiny elektrod je doporučená polarita vyznačena na štítku.
Pravidla pro volbu polarity
Hlavním kritériem pro volbu přímé nebo obrácené polarity při svařování je materiál povlaku elektrody. Například uhlíkový spotřební materiál se při opačném zapojení prvků velmi rychle zahřeje a v důsledku toho se zničí. Drát, který nemá žádný povlak, dobře hoří s přímou polaritou, ale při použití střídavého proudu nehoří vůbec.
Rozměry a tvar výsledného švu závisí také na umístění tyčí. Například hlubší průnik je možný při konstantním zpětném proudu, což je způsobeno zvýšeným vývinem tepla na anodě a katodě.
Je důležité si uvědomit, že čím rychleji se proces svařování provádí, tím menší je šířka švu a hloubka průniku.
Jaké vybavení použít
Opačný směr je vyžadován při práci se speciálními instalacemi. Specifikem je, že stroj přivádí drát určitou rychlostí k obrobku, lze tedy zvolit více druhů svařování. Například v prostředí ochranného plynu (při použití argonu nebo oxidu uhličitého) nebo pomocí práškově upraveného drátu. Obrácený směr proudu je použitelný při práci s plyny, přímý – když se proces provádí s plněným drátem (také známým jako drát s tavidlem).
Poloautomatické svařování zahrnuje řadu procesních změn. Nejprve se změní spojení „držáku“ a „země“ – na prvním „plus“, na druhém „mínus“ (reverzní). To se děje tak, že tavidlo zcela vyhoří a proces svařování probíhá uvnitř výsledného plynného mraku. Kov se bude méně zahřívat a rozstřikování kapiček bude minimalizováno.
Přímka se používá pro svařování neželezných kovů, kdy pracovním přídavným prvkem je wolframová elektroda. Tímto způsobem se dosáhne zvýšení teploty v ohřívací zóně, což může být kritické například pro hliník.
Při práci se střídavým proudem je úkolem uživatele včas vyměnit spotřební materiál. Profesionálové nebo pokročilí amatéři preferují stejnosměrný proud jako spolehlivou záruku kvalitního svařování. Práce s invertorem umožňuje zvolit jednu ze dvou známých možností. Přímá a obrácená polarita při svařování se používá v metodách, z nichž každá má své výhody a nevýhody. Volba směru je diktována řadou faktorů, z nichž hlavními jsou materiál spotřebního materiálu a použité zařízení.