Jaký je základní způsob vkládání a vyjímání plechu?
Obrázek 1: Stohovací děrovač může zlepšit efektivitu při provádění úloh s použitím konzistentních tvarů otvorů. .
Děrovací lis je skvělý při děrování velkého počtu děr, ale existují fyzická omezení, kterým se nelze vyhnout. Proces děrování, zejména u hustých perforací, uvolňuje napětí v materiálu a hromadí teplo, což následně vede k deformaci, která zahrnuje natahování, deformaci a deformaci. Tyto problémy nelze zcela odstranit, ale je možné minimalizovat jejich následky.
U některých pracovních úkolů mohou být užitečné plechy odlehčené od pnutí, které prošly speciální nivelační úpravou. Někdy je možné zvětšit velikost otvoru a rozteč otvorů, pokud to konstrukce umožňuje.
Hodně se ale dá udělat i se samotným děrovacím lisem. Tyto metody se scvrkávaly na tři strategie zahrnující nástroje, včetně skupinových děrovačů (viz obrázek 1) a speciálních děrovačů, programování a provozní režim děrovacího lisu.
Doporučení pro děrovací nástroje.
Nejprve se ujistěte, že používáte ostrý nástroj. Tupý nástroj vyžaduje větší sílu k vytvoření otvoru. Tato síla vytváří v kovu větší napětí a deformaci. K intenzivním děrovacím pracím je potřeba nejen používat ostrý nástroj, ale také takový nástroj častěji brousit, abyste při každém broušení odebrali z razníku co nejméně materiálu. Tato opatření zlepší výkon vašich nástrojů a prodlouží jejich životnost. Použití tvrzených nebo potažených razníků také pomáhá zlepšit výkon. Povlak snižuje hromadění tepla během procesu perforace a usnadňuje stahování.
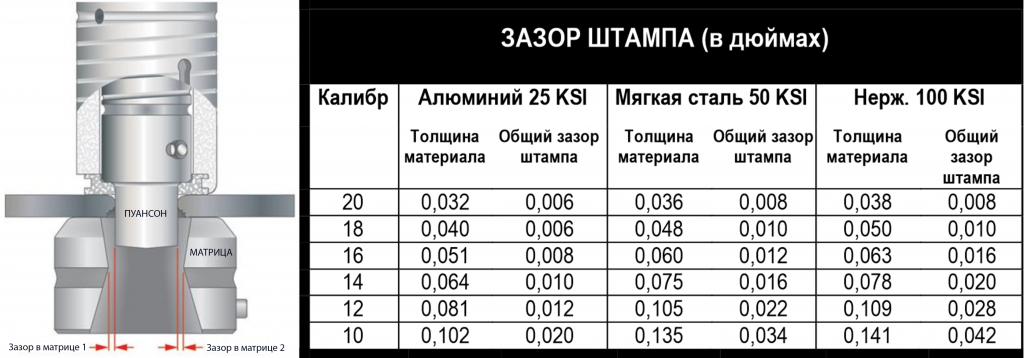
Obrázek 2. Nadměrná nebo nedostatečná vůle matrice může způsobit další deformaci obrobku.
Poté se ujistěte, že je mezera v matrici správná podle typu materiálu a tloušťky děrovaného materiálu (viz obrázek 2). Pokud je mezera příliš velká, materiál se natáhne až k prasknutí. To zvyšuje zatížení plechu a zvyšuje deformaci. Příliš úzká mezera znesnadňuje ovládání nástroje – do hrotu razníku a plechu se přenáší více tepla, což opět zvyšuje deformaci.
Dále je nutné hlídat průhyb razníku, zejména pokud musíte pracovat s poměrem průměru otvoru k tloušťce materiálu: 2:1 u nerezové oceli, 1:1 u uhlíkové oceli, 0,75:1 u hliníku. Vychýlení vyžaduje větší sílu, která má být aplikována na razník, aby prorazil materiál, a to opět zvyšuje deformaci. To také vede k rychlé destrukci břitů nástroje.
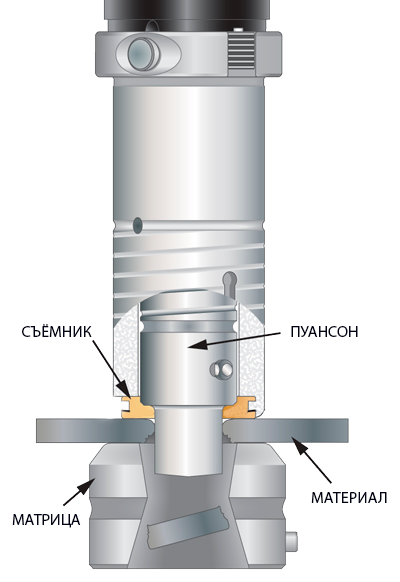
Obrázek 3. FULL GUIDED se nastavují nejen držákem nástroje, ale také stahovákem, protože vůle stahováku je menší než vůle matrice.
Užitečné může být použití PLNĚ GUIDED stanic. Tento nástroj má vůli stahováku, která je větší než vůle matrice. To znamená, že zatímco je razník veden držákem, otvor stahováku také vede hrot razníku do kovu. Více vodicích bodů zajišťuje přímý pohyb razníku. Tím se zabrání vychýlení a tím se sníží zkreslení (viz obrázek 3).
Můžete také vyzkoušet embosování, metodu ražení, která zahrnuje speciální sadu nástrojů určených k boji proti deformaci. Povrch matrice je mírně konvexní a okraj odpovídající stírací desky je mírně konkávní. Když je razník spuštěn, stahovač tlačí materiál proti konvexní matrici. Tato síla směrem dolů působí proti přirozené tendenci materiálu zakřivit se nahoru.
Tento přístup není vědecký. Vlastnosti materiálu se liší, takže matrice, která je do určité míry konvexní, není zaručeno, že pokaždé eliminuje deformaci, ale za určitých okolností může být užitečná.
Nakonec naolejujte plech, kdykoli je to možné. Mazání prodlužuje životnost nástroje a snižuje hromadění tepla v nástroji a plechu. Můžete také použít těsnění, která promažou špičku razníku při každém úderu stroje. Možná budete muset zvážit výhody mazání listu oproti času potřebnému k odstranění maziva z dílů; to může být časově náročné, zvláště pokud pracujete s nerezovou ocelí. Snížené zkreslení (tedy zlepšená kvalita dílu) a delší životnost nástroje však mohou ospravedlnit čas strávený odmašťováním dílů.
Klastrové razníky.
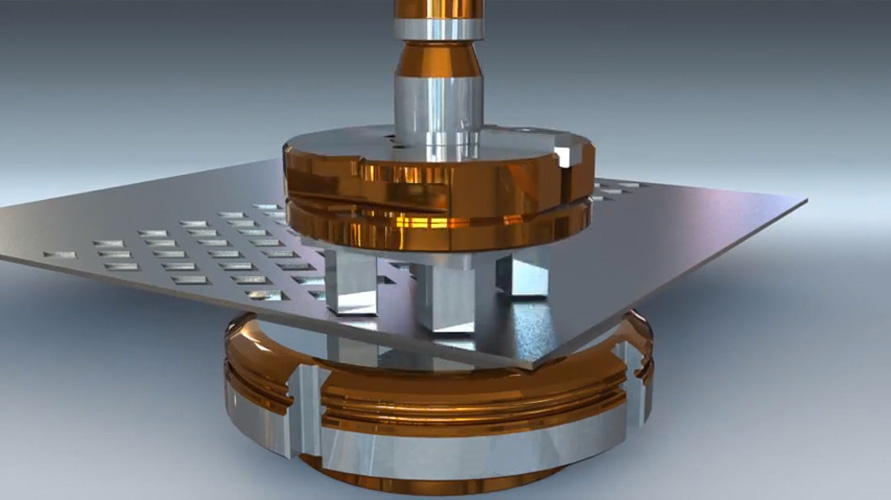
Pokud má alespoň část hnízda stejný tvar otvoru, zvažte použití skupinových děrovačů, které vám umožní děrovat více děr najednou (viz obrázek 4). Klastrové razníky jsou buď pevné, nebo s vyměnitelnými vložkami. Pevné razníky jsou dražší, ale jejich údržba je snazší a vysoce přesné, což je zvláště důležité, když mají otvory úzké středové tolerance. Své výhody mají i razníky s vyměnitelnými vložkami. Pokud se například zlomí jedna břitová destička, lze vyměnit pouze tuto břitovou destičku, nikoli celou sadu razníku.
Čím větší je děrovač, tím větší je počet otvorů, které lze udělat jedním úderem, čímž se dosáhne efektivnějšího výsledku stroje bez překročení jeho maximálního zatížení. Velký klastrový razník má také tendenci rozdělovat síly nárazu rovnoměrněji.
Pokud zjistíte, že se blížíte k maximálnímu zatížení stroje, můžete vyzkoušet skupinové razníky, uspořádané do šachovnicového vzoru. Mají různé výšky, přičemž každý druhý razník v sadě je v rozsahu o 50-60 % menší tloušťky materiálu než ostatní razníky v nástroji.
Stupňovité klastrové razníky snižují hlučnost během provozu a také požadované zatížení, protože ne každý hrot razníku v sadě narazí na obrobek ve stejnou dobu jako ostatní. Místo toho se polovina razníků nejprve dostane do kontaktu s obrobkem a začne jej prorážet; druhá polovina nezačne bít, dokud první polovina neprojde listem alespoň 50 %. To snižuje mechanické namáhání a snižuje pravděpodobnost deformace.
Pamatujte, že u tohoto nástroje je důležitá pečlivá kontrola a údržba. Protože delší perforační nástroj je spuštěn hlouběji, aby se dokončil cyklus perforace, je náchylnější k dodatečnému opotřebení a vázání v místech perforace.
Programovací strategie.
Jako další možnost snížení námahy je také možné naprogramovat stroj pomocí strategie dvojitého nebo dokonce čtyřnásobného rozmístění – a zde přichází ke slovu programování nárazů.
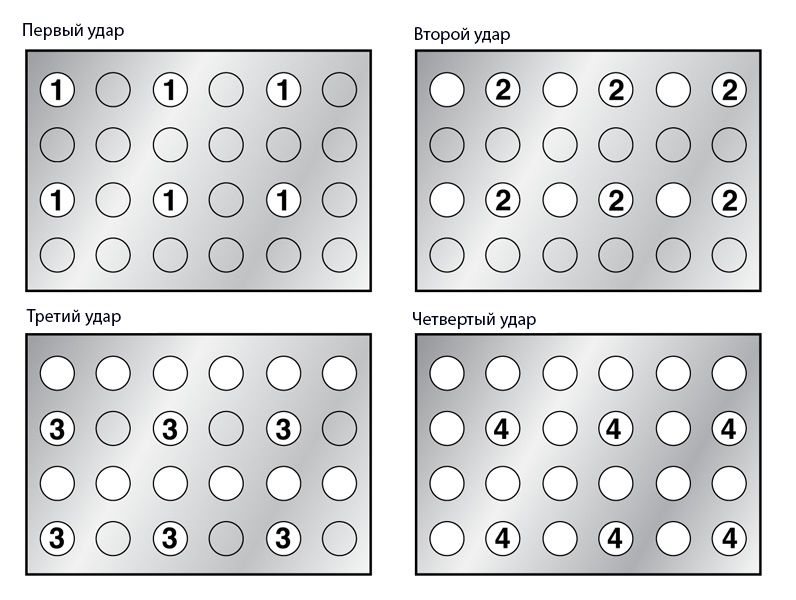
Řekněme, že máte v nástroji dvojitě rozmístěný vzor osmi razníků a chcete děrovat 24 malých otvorů seskupených do čtverce, který má šest otvorů napříč a čtyři otvory ve spodní části. První náraz tříštivého razníku prorazí šest děr; nástroj se poté přesune k proražení druhé sady šesti otvorů mezi otvory, které byly vyraženy dříve. Poté zopakuje stejný vzor pro třetí a čtvrtý úder (viz obr. 5).
Pro některé aplikace existují vzory děr, které přesně odpovídají vzoru v nastaveném razidle, takže k dokončení vzoru děr nemusíte nikdy znovu děrovat existující otvor. V tomto případě můžete použít jeden nástroj k děrování zbývajících otvorů. Tuto možnost můžete také plně využít při použití nástroje s jedním nárazem. Podle příkladu na obrázku 5 nástroj nejprve děruje otvory č. 1 a poté otvory 2 – 4.
Tato strategie eliminuje potřebu děrování hustého shluku děr, což může způsobit velké namáhání kovu a opět vést ke zkreslení a zkreslení. Děrování každého druhého otvoru přeruší nahromadění napětí a stlačení, ke kterému dochází při postupném děrování prvků ve stejném směru.
Směr nástroje je velmi důležitý. Při ražení děrovaných vzorů nebo jakémkoli děrování spusťte program tak, aby byl nástroj co nejdále od tyčinek plechu. Poté vraťte razník zpět do svorek, což pomůže kompenzovat natažení materiálu. Nejčastěji dochází k natahování ve směru od svorek k neupínanému okraji plechu.
Pro ilustraci si představte úlohu, ve které potřebujete udělat dvě řady otvorů na plechu o šířce 24 palců. Při měření od okraje kusu nejblíže ke svorkám by jedna řada otvorů měla být na značce 8 palců a druhá na značce 16 palců. Počínaje značkou 8 palců může řada nejblíže ke svorkám způsobit problémy. Když stroj děruje řádek, materiál je mírně natažen; cvočky pak posunou materiál tak, aby prorazily řadu na značce 16 palců – pouze nyní tato řada není úplně na značce 16 palců od okraje.
Při měření součásti se zjistí, že druhá řada je nyní o něco blíže, než by měla být. Je to proto, že se svorky přesunuly do své skutečné polohy, aniž by vzaly v úvahu skutečnost, že se materiál natahoval. Tato tolerance se bude hromadit, když stroj děruje více řad otvorů a vzdaluje se od tyčinek.
Naopak, pokud začnete u svorek a vyrazíte řadu na 16palcové značce, většina roztažení se odehraje od této řady k volnému okraji listu. Proto, když stroj přesune list na řadu ve značce 8 palců, jeho poloha vzhledem k první řadě zůstane přesně stejná.
Charakteristika vysekávacího lisu.
Určité charakteristiky konkrétních děrovacích lisů mohou pomoci minimalizovat zkreslení. Například během standardního provozního režimu se hrot razníku dotýká povrchu obrobku plnou rychlostí. V některých systémech zůstává stahovák asi 0,040 palce nad obrobkem během celého zdvihu. To znamená, že při zpětném zdvihu razníku může někdy dojít k zachycení plechu ve stahovači. Tyto a podobné prvky běžného provozu mohou vést k problémům při pracovní zátěži citlivé na zkreslení.
Aby se tomuto efektu zabránilo, některé provozní režimy specifické pro stroj vyvíjejí tlak na arch ze spodní části stěrače předtím, než hrot děrovače dosáhne materiálu. Stahovač pokračuje ve vyvíjení tlaku na plech během cyklu děrování, dokud se hrot razidla nezvedne a nevyčistí povrch listu.
Některé stroje mají také funkci měkkého nárazu, která při aktivaci snižuje náraz při nízké rychlosti. Jakmile se dostane do kontaktu s povrchem plechu, zaznamená odpor a nasměruje náraz dolů s dostatečnou silou, aby materiál prorazil.
Alternativně, pokud má list symetrické vzory, můžete polovinu listu děrovat, otočit a pak děrovat druhou polovinu. To pomáhá vyrovnat roztažení obou polovin listu. Zároveň může tato strategie vést i k poškození plechu, takže nemusí být praktické, pokud si děrovaný díl musí zachovat estetický vzhled.
Skvělý efekt minimalizace deformace.
Pokud jde o deformaci (nebo téměř každý jiný aspekt ve výrobě), je třeba zvážit kompromisy. Shlukové razníky, PLNĚ VEDENÉ a speciální embosovací nástroje pomáhají snížit zkreslení, ale mohou vyžadovat další investice do nástrojů. Funkce specifické pro stroj také pomáhají, ale mohou prodloužit časy lisovacích cyklů. Může být také vyžadováno promazání a řádné propláchnutí.
Zpracovávaný obrobek však i s drobnými deformacemi může vést k vážným následkům pro následné operace. Zpětný doraz ohraňovacího lisu může být dokonale přesný, přičemž přilehlý plech je plochý a není ohnutý ani zkroucený. Deformovaný plech mění hloubku obruby a umístění linie ohybu. To zase vede k tvarovanému dílu, který způsobuje problémy svářeči při sestavování sestavy – a problémy se odtud stupňují.
V mnoha případech jsou náklady na lisování s menším zkreslením výrazně převáženy jeho výhodami, včetně zlepšené výroby, toku dílů a kvality.
Plochý plech, reprezentovaný plechy, pásy a pásy, může mít na svém povrchu vady, které vyžadují odstranění. K tomu využívají jednu z nejjednodušších metod zpracování kovových výrobků – rovnání. Umožňuje narovnat obrobek plechu pomocí téměř improvizovaných prostředků.
Kdy použít metodu úprav
Libovolný plech má parametr rovinnosti, který určuje stupeň rovnosti povrchu obrobku. Každý typ plechu má svůj standardní dokument, který definuje ukazatele maximální rovinnosti – čím jsou vyšší, tím je obrobek dražší a kvalitnější.
To vše má velký význam při výrobě různých produktů. Například při lisovacích operacích mohou plechy s hřebeny nebo vybouleninami poškodit nebo poškodit lisovací zařízení. A samotný díl nebude kvalitní.
Abych to shrnul, rovnání se používá v různých výrobních operacích, kdy je potřeba zlepšit rovinnost obrobku. Například při přípravě na řezání gilotinovými nůžkami, při vyjímání součásti z dutiny matrice matrice, při smršťování kovu po tepelném zpracování.
Co lze použít k úpravě
Pro automatické
Právo lze provádět automaticky, což se častěji používá ve velkých podnicích než doma. Existují dva hlavní typy automatických strojů na rovnání kovů.
Válečky. Rotující válečky, mezi kterými se obrobky odvalují, umožňují rovnání obrobku při zachování charakteristik pevnosti a tažnosti. Chcete-li to provést, vyberte požadovaný tlak na základě tloušťky obrobku a třídy oceli. Zařízení má pouze pohon – hydraulický, elektrický a pokročilejší – zařízení pro automatické podávání obrobků a také numerické softwarové řízení, které umožňuje doladit provoz zařízení v automatickém režimu.
Stiskněte. Masivní lis má razítko, které přitlačí obrobek k povrchu pracovního stolu. Větší tlak a kontaktní plocha vám umožní vyhladit arch při provádění dalších operací, jako je značení nebo ražení.
Oba typy zařízení se liší velikostí, výkonem a úrovní automatizace. Pro použití v malých dílnách existují stroje malých rozměrů.
Pro manuální
Pro ruční úpravy použijte:
- Desky z litiny, které fungují jako pracovní stůl pro pokládání obrobků.
- Rovnací vřeteníky jsou prvky s hladkými křivkami a používají se pro rovnání zakřivených obrobků.
- Kladiva a perlíky – používají se k úderům na obrobky k odstranění vad;
- Paličky – když jsou plechy příliš tenké, používají se dřevěné a plastové paličky, které šetří tenké obrobky před novými defekty.
- Nažehlovací žehličky jsou tyče vyrobené z kovu nebo dřeva, jejichž tvar je vhodný pro žehlení přířezů plechu.
Podívejme se na techniky úprav
Jaké techniky úprav se používají při zpracování plechu?
Způsob rovnání se volí s ohledem na typ obrobku a typ deformace.
Boule. Na deskách jsou eliminovány konvexity. Chcete-li to provést, položte na desku plech a pomocí kladiva, perlíku nebo paličky – výběr závisí na tloušťce plechu – začněte aplikovat silné, ale vzácné údery, počínaje okrajem plechu a postupně se pohybovat směrem k jeho centrum. Při vyhlazování plechu se snižuje síla úderů, ale zvyšuje se jejich frekvence. Stává se, že se několik defektů nachází vedle sebe. K jejich odstranění se vady nejprve spojí do jedné velké, poklepáním na prostor mezi nimi na zadní straně plechu a poté se obrobek vyhlazuje.
Zvlnění se eliminuje natažením kovu úderem kladiva od okraje plechu do středu. Protažením kovu uprostřed plechu dochází k odstranění zvlnění na okrajích.
Pásový kov se zpracovává úderem jak na konvexní část, tak na zadní stranu, přičemž se obrobek střídavě po několika úderech převrací. Zde je důležité hlídat sílu nárazu, aby se vada nepřesunula na druhou stranu obrobku. Ale pokud k tomu dojde, bude se muset postup opakovat znovu.
Obrobky z tenkého plechu se doporučuje zpracovávat stěrkou. Pokud tam ale nejsou, pak budete muset použít paličky. Při práci s nimi je třeba věnovat zvláštní pozornost nárazové síle.
Tvarované plochy se opracovávají hůře, proto se k jejich zpracování používají rovnací vřeteníky, které narážejí na konkávní část, dokud se kov nenatáhne. Pro výměnu rovnacích kolíků je vhodný kalený kulatý kov.