Mínus nebo plus na elektrodě? Jak polarita svařovacího proudu ovlivňuje kvalitu svaru a proč je kritická pro začátečníky / Offtopic / iXBT Live
Ti, kteří si poprvé berou do ruky svářecí invertor, se často potýkají s otázkou: kam připojit držák k elektrodě a kam zemnící svorku? Nejde však jen o technickou „maličkost“. Volba polarity při připojení držáku elektrody a zemnící svorky ke svářecímu invertoru je klíčovým faktorem určujícím kvalitu svařovaného spoje. Chyba v polaritě může vést k propálení, nedostatečnému protavení a nestabilitě oblouku, zejména u začínajících svářečů.
Jak plus a mínus řídí teplo ve svařovacím oblouku
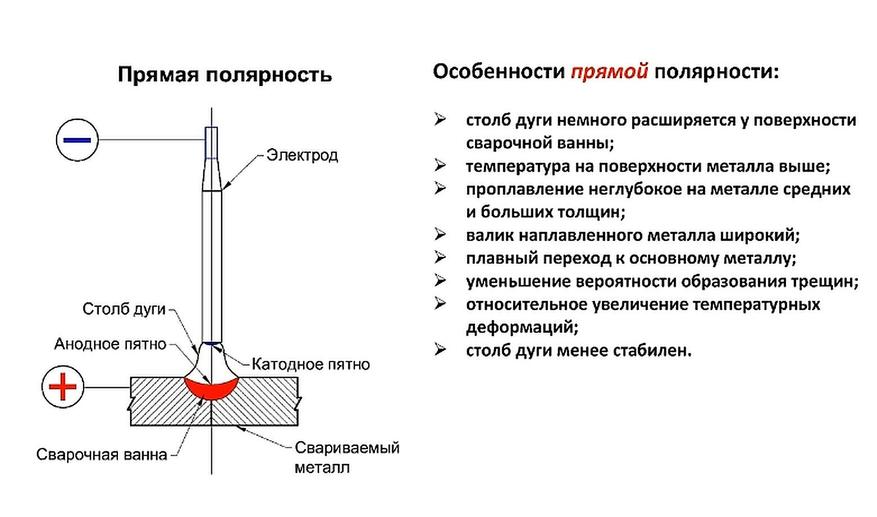
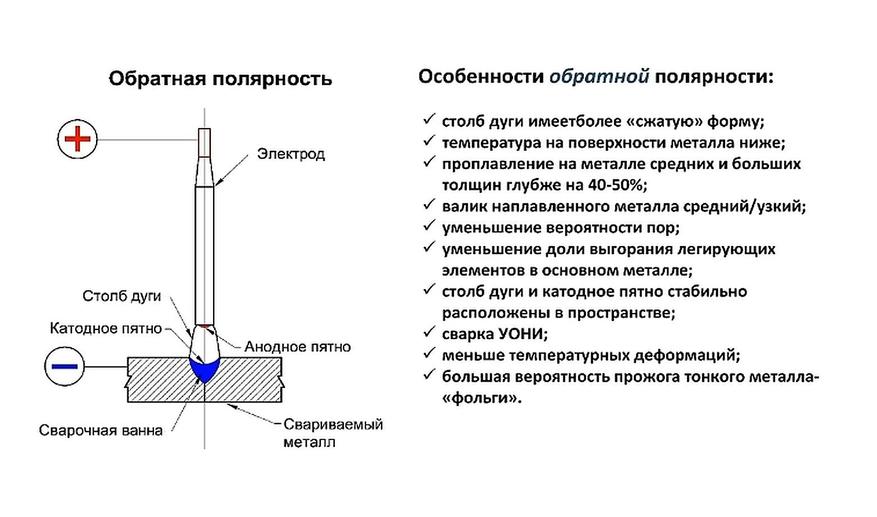
Ruční obloukové svařování je založeno na elektrickém oblouku, který vzniká mezi hrotem elektrody a obrobkem. Protékající proud ohřívá a taví kov. Při přímé polaritě je elektroda připojena k mínus pólu zdroje a obrobek k plusu. V tomto případě se většina tepla, asi 60-70 %, koncentruje na svařovaném výrobku, protože je intenzivně „bombardován“ elektrony létajícími z elektrody. Pokud zvolíme obrácenou polaritu, je elektroda na plusu a obrobek na mínus. Nyní elektroda přijímá lví podíl tepla (stejných 60-70 %), protože je vystavena iontovému „útoku“. Právě tento rozdíl v rozložení tepelné energie určuje, jakou polaritu zvolit pro konkrétní úkol a typ elektrody.
Rutilové elektrody: Všestrannost s tajemstvím kontroly
Rutilové elektrody (jako například populární ANO-21, MP-3 nebo OK 46.00) jsou známé svou „všežravostí“ a loajalitou k začátečníkům – umožňují svařování s jakoukoli polaritou. Je zde však důležitá nuance, která umožňuje výrazně zlepšit výsledek. Při práci s tenkým kovem, například profilovou trubkou nebo ocelovým plechem malé tloušťky, je výhodnější přímá polarita (elektroda na „mínus“). Protože hlavní ohřev jde na součást a samotná elektroda se méně zahřívá, snižuje se pravděpodobnost propálení, oblouk hoří měkčeji a tepelný příkon (množství tepelné energie, které vstupuje do svařovaného kovu ze zdroje tepla na jednotku délky švu) se stává „jemnějším“. To je ideální volba, pokud se obáváte propálení tenkostěnné konstrukce.
Pokud je úkolem roztavit tlustý kov a zajistit maximální hloubku svaru, přichází na pomoc obrácená polarita (elektroda na „plus“). Zvýšené zahřívání elektrody podporuje její intenzivní tavení a energičtější působení oblouku na základní kov zajišťuje hluboké tavení. Svar je spolehlivý, což je kriticky důležité pro důležité spoje. U rutilových elektrod se polarita stává nástrojem pro přesnou regulaci přívodu tepla: u přímé „rozptylujeme“ teplo pro jemnou práci, u obrácené ho koncentrujeme, abychom „prorazili“ tloušťku.
Bazické obalené elektrody
Zcela jiná situace je u elektrod se základním povlakem (například UONI 13/55). Ty poskytují nejvyšší mechanické vlastnosti svaru, zejména rázovou houževnatost při nízkých teplotách, ale vyžadují vyšší kvalifikaci svářeče a pečlivou přípravu kovu. Elektrody se základním povlakem se svařují výhradně s obrácenou polaritou (elektroda na “plus”). To je dáno jejich chemickým složením: složky povlaku, rozkládající se v oblouku, vytvářejí ochrannou plynnou atmosféru s nízkým obsahem vodíku. Stabilního hoření oblouku, vysoce kvalitního přenosu kovu a spolehlivé ochrany svarové lázně se dosahuje pouze tímto zapojením. Pokus o použití přímé polarity u “základních” elektrod povede k nestabilnímu oblouku, pórovitosti a celkovému zhoršení kvality svaru.
Proč je pro začátečníky důležité pochopit rozdíl
Zkušený svářeč často intuitivně cítí, jak se oblouk chová, a dokáže parametry upravit „za chodu“. Pro začátečníka, který se spoléhá na pokyny, se však špatná volba polarity stává zdrojem neustálých problémů: propalování tenkého kovu s nadměrným teplem při obrácené polaritě, nebo naopak povrchní, nesvarový šev na tlustých dílech při použití přímých elektrod. U „hlavních“ elektrod chyba v polaritě zcela zneplatní všechny jejich výhody.
Jednoduché pravidlo, zejména pro rutilové elektrody: pokud potřebujete svařovat tenký kov a vyhnout se propálení (udělat ho hladkým a rovným), zvolte přímou polaritu (elektroda na „mínus“). Pokud je cílem maximální hloubka průvaru u silného kovu, směle umístěte elektrodu na „plus“ (obrácená polarita). A u UONI elektrod – bez možnosti „plus“ na držáku. Vždy zkontrolujte doporučení výrobce na obalu elektrody – preferovaná polarita je tam obvykle uvedena.
Zvládnutí svařování je cesta od formálního dodržování pokynů k hlubokému pochopení procesů probíhajících v oblouku. Vědomá volba polarity je jedním z prvních a nejdůležitějších kroků na této cestě. Experimentujte (kde je to možné), pozorujte, analyzujte a ideální svar pak nebude náhodným úspěchem, ale přirozeným výsledkem vaší dovednosti.

Začněme jednoduchým a jasným vysvětlením otázky, jaká je polarita při svařování poloautomatickým svařováním. Takže stejnosměrné svařování může být s přímou polaritou, což znamená, že plus je připojeno k produktu a mínus je dodáváno elektrodě. Je zcela přirozené, že svařování s obrácenou polaritou má na výrobku mínus a na elektrodě plus. Nyní pojďme zjistit, co to znamená a jaké výhody z toho lze v praxi odvodit.
Teorie poloautomatického svařování
Profese svářeče, jako každá jiná, vyžaduje určité školení, protože budete muset pracovat s elektrickým zařízením, které má několik režimů. I když se školení ujme zkušený svářeč přímo na pracovišti, v každém případě, než umožní studentovi udělat první šev, dá mu řadu teoretických lekcí.
Obecná struktura svařovacího poloautomatu
Každý svařovací poloautomat má invertor, kde je prostor pro instalaci cívky drátu, který je přiváděn automaticky. Tento drát ve skutečnosti není nic jiného než spotřební elektroda. Zařízení tohoto typu poskytují schopnost nezávisle upravovat rychlost podávání drátu a sílu proudu podle výrobních potřeb.
V závislosti na úpravě zařízení má jednu nebo druhou sadu funkcí, takže každá jednotka může být použita k provádění různých úloh v pracovních procesech. Samozřejmě pro začínající svářeče jsou potřeba co nejjednodušší zařízení, kde je ovládání omezeno na pár funkcí nebo má synergické ovládání, což značně usnadňuje jeho nastavení. Profesionálové často dávají přednost třífázovým poloautomatickým zařízením, pokud je samozřejmě možné připojit k síti 380 V.
Obecně se pracovní konfigurace svařovacího stroje skládá z:
- svařovací jednotka;
- poloautomatické hořáky;
- válec s reduktorem;
- hadice přívodu plynu;
- kabel s krokosvorkou pro uzemnění výrobku během provozu.
Výběr správného plynu ve vztahu ke kovu

V poloautomatickém stroji plní jakýkoli plyn ochrannou funkci – izoluje místo svařování (lázeň, elektrodu) od kontaktu se vzduchem, ale v závislosti na kovu nebo jeho tloušťce se požadavky mohou měnit – plyn může být aktivní, inertní nebo směs obou. Pokud mluvíme o těch nejběžnějších, jedná se o oxid uhličitý (CO2) a argon (Ar), které výrazně omezují rozstřikování kovu, čímž zvyšují pevnost a estetické vlastnosti svaru.
| ocel | Plyn |
| Strukturální | CO2 |
| Strukturální | CO2+Ar |
| Nerezová | CO2+Ar |
| Legované | CO2+Ar |
| Duralumin | Ar |
Poznámka: plynové lahve jsou v každém případě drahé, ale čím větší je jejich objem, tím je to pro kupujícího levnější.

Viz také:
Argonový svařovací stroj: který si vybrat
Kovy a svařovací drát
Trh svařovacích materiálů je plný široké škály drátů pro poloautomatické stroje. Ať je to jak chce, při výběru svařovacího drátu v první řadě věnujte pozornost jeho složení, které musí odpovídat kovu nebo slitině, se kterou budete pracovat. Pokud vezmeme v úvahu, že taková práce se nejčastěji provádí s uhlíkovými a nízkouhlíkovou ocelí, pak lze nejoblíbenější třídu nazvat SV08G2S.

Tabulka poměru tloušťky kovu ke svařovacímu drátu:
| Tloušťka opracovaného kovu, mm | Průřez drátu, mm |
| 1,0-3,0 | 0,8 |
| 4,0-5,0 | 1,0 |
| 6,0-8,0 | 1,2 |
Svářečské práce – technologie
Za prvé, svářečské práce zahrnují kovové obrobky, které jsou očištěny od koroze, barvy a různých tukových usazenin (paliva a maziva). Přítomnost cizí látky na povrchu kovu v místě svaru vždy negativně ovlivní kvalitu provedené práce. Kromě toho musí být čisté také místo, kde bude svorka upevněna, aby bylo možné okruh hladce dokončit.
Popis videa
Volba polarity pro poloautomatické svařování.
Poloha a pohyb hořáku

Pokud mluvíme o úhlu sklonu náustku hořáku, pak to může být v průměru 45-60° vzhledem ke svarové lázni. Zde se však bere v úvahu několik faktorů najednou, jedná se o typ a tloušťku kovu. To znamená, že čím větší je úhel, tím rychleji se kov zahřeje, takže když je náustek umístěn pod úhlem 90° k obrobku (přísně kolmo), bude zahřívání nejintenzivnější.
Velký význam pro mechanickou kvalitu a estetiku švu má faktor vzdálenosti mezi svařovanými okraji a jádrem plamene – nejoptimálnější varianta je 2-6 mm od okraje hořáku, kde je teplota max. . V tomto případě je přísada buď ponořena do lázně, nebo umístěna v redukční zóně.
Také kvalita a estetika švu závisí na pohybu hořáku během svařovacích prací a lze je provádět:
- pro spojování obrobků střední tloušťky – s půlměsícem, v krocích 2 až 5 mm;
- pro silnostěnné obrobky – se zpožděním hořáku podél svarové lázně;
- pro tenké plechy – s mírnými odchylkami do stran;
- pro obrobky střední tloušťky – smyčky (kroužky).
Rychlost svařování

Rychlost svařovacího procesu je pod kontrolou samotného svářeče, to znamená, že záleží na něm, jakou rychlostí bude elektrický oblouk procházet spojem obrobků. Na druhou stranu svářeč nemá neomezenou volnost jednání, protože se musí přizpůsobit napětí oblouku a intenzitě podávání drátu. Poslední dva faktory jsou také závislé – jsou nastaveny v souladu s kovem, tloušťkou svařovaných obrobků a tvarem švu.

Viz také:
Kde a jak se používá svařování acetylenem?
Pokud svářeč překročí rychlost, s ohledem na výše uvedené parametry, pak plyn nebude schopen řádně chránit elektrodu a svarovou lázeň (nebude mít čas), a to znamená, že se objeví příliš mnoho rozstřiku a póry zůstane ve zmrzlé hmotě. Pokud příliš zpomalíte, pak nadměrné pronikání oblouku může jednoduše propálit kov. Intenzita pohybu elektrody ovlivní mechanické vlastnosti a estetiku svaru. Zkušený svářeč zpravidla určuje rychlost pohybu hořáku během práce (cítí tloušťku švu).
Rychlost přívodu plynu také významně ovlivňuje mechanické a estetické vlastnosti. Především musí odpovídat rychlosti, kterou je drát podáván, aby byla zajištěna dostatečná ochrana elektrody a svarové lázně. Ukazuje se, že pomalý přívod plynu nestihne vytvořit ochranný oblak a zrychlený přívod podpoří turbulence, což opět zbaví elektrodu a svarovou lázeň ochrany před vzduchem. Kromě toho je plynulý proud plynu možný pouze v případě, že na trysce není zamrzlý sprej, což také přispívá k turbulenci.
Délka elektrického oblouku

Svařování MIG/MAG zahrnuje ve své práci jednu velmi důležitou proměnnou – délku oblouku, kterou je třeba mít pod kontrolou. Pokud mluvíme o normě, pak u oxidu uhličitého, známého také jako oxid uhličitý (CO2) a helium (He), je toto číslo o něco vyšší než u argonu (Ar). To má vliv na průnik do kovu, stejně jako na mechanickou pevnost a šířku svaru. S poklesem napětí se šev mění, to znamená, že se stává úzkým a konvexním v důsledku skutečnosti, že hloubka svarové lázně (penetrace) se ukázala jako nedostatečná. Z toho můžeme usoudit, že jak přepětí, tak podpětí způsobují nestabilitu oblouku a v důsledku toho rozstřik a poréznost.
Délka výstupu drátu

Před dotykem s kovovým povrchem musí svařovací drát vyčnívat určitou vzdálenost – je to tato část, která vede svařovací proud. Pokud tedy zvětšíte tento segment, pak se odpor a teplota tohoto úseku zvýší podle jeho velikosti. Ukazuje se, že se zvětšením daného segmentu drátu se elektrický oblouk zmenšuje a se snížením segmentu drátu se oblouk zvětší. Zvýšením svařovacího oblouku je šev nejkvalitnější a nejelegantnější. Zpravidla je praktikovaná délka drátu od 6 do 13 mm.
Poznámka: v případech, kdy se svařování provádí bez plynu s plněným drátem, se může vyčnívající segment lišit od 30 do 45 mm.

Viz také:
Výměna radiátorů při svařování plynem: kdy je vyměnit a jak
Svařování plněným drátem
Plněný drát, který se chrání bez plynu, obsahuje ve svém jádru všechny potřebné přísady. Nazývá se také práškový a samoochranný, protože přísady neutralizují vliv okolního vzduchu na elektrodu a svarovou lázeň. Jádro této elektrody se skládá z antioxidantu, čističe a přísad, což vede k dobrému oblouku, stejně jako souvislý šev, který nemá póry. K tomu dochází v důsledku tvorby strusky z výše uvedeného složení, která hraje roli obvyklého ochranného plynu, jako je argon nebo helium.

Tento typ plněného drátu se obvykle používá v případech, kdy není svařování potřeba příliš často, například doma, ačkoli většina čerpacích stanic takovou elektrodu také používá. Výhody jsou zřejmé: nemusíte tahat plynovou láhev z místa na místo a venku je tato metoda svařování přijatelná za každého počasí.
Mezi nevýhody této metody patří silný kouř, který vzniká během provozu při hoření přísad z jádra. Také tavidlo, které zakrývá šev během provozu, nevede elektřinu, proto po zastavení není možné svařovat, dokud svářeč neodstraní ochrannou strusku.
Poznámka: samostínící drát s tavidlem umožňuje pracovat s tlustými obrobky, které nelze svařovat pomocí ochranného plynu. Tato metoda také umožňuje svařovat špatně očištěné povrchy.
Popis videa
Jak nastavit poloautomatický stroj.
Polarita při práci se samostínícím drátem

Jak již bylo zmíněno na samém začátku článku, existuje přímá a obrácená polarita, což je zcela jasně znázorněno na horním obrázku. Když se změní polarita, změní se tok elektronů v obvodu. Nebudeme mluvit o teoriích pohybu elektronů – od plus do mínus nebo naopak, protože ten je po vytvoření sloupu Alessandra Volty obecně považován za dualistický, ale zastavíme se u způsobu práce s drátem s tavidlem.
Takže přímá polarita znamená, že na elektrodě je mínus a na výrobku, kde je připevněna polární svorka, plus. V případě obrácené polarity vše vypadá naopak – na elektrodě je plus a na svorce mínus. Hovoříme-li o svařování plněným drátem s vlastní ochranou, pak se používá přímá polarita, zatímco při svařování s ochranným plynovým pláštěm se používá obrácená polarita. Tento stav věcí umožňuje získat maximální napětí pro poloautomatické zařízení, proto bude zařízení pracovat v nejoptimálnějším režimu.
Poznámka: Jsou možné situace, kdy je použit plněný drát s vlastní ochranou s obrácenou polaritou, ale to závisí na jeho označení.
Jsou zvukové vlny důležité při práci s poloautomatickým strojem?
Svářeč nemůže být hluchý, a to je jasné, protože při práci s MIG/MAG je nutné poslouchat zvuk vycházející z oblasti svarové lázně a proces pozorovat přes tónovaná skla (důležité zejména pro začátečníky). Pokud proces probíhá správně, zvuk bude podobný, jako když se maso smaží na rozpálené pánvi – rovnoměrné syčení bez praskání nebo výbuchů. Pokud cákance zamrznou na elektrodě nebo hořáku, zvuk se okamžitě změní – začne praskat a syčet, jako když se přidává voda do pánve. Také kvalitu zvuku výrazně ovlivňuje hustota upínací hmoty – pokud krokodýl dobře neuchopí obrobek, pak bude zvuk v každém případě nerovnoměrný.
Bezpečnost při práci s poloautomatickými stroji

“Oči!” – každý, kdo byl přítomen při práci profesionála, pravděpodobně slyšel tento výraz, který každý adekvátní svářeč určitě vysloví, než se dotkne kovového povrchu elektrodou. Ochrana očí při práci s obloukovým svařováním jakéhokoli typu je nejdůležitějším bezpečnostním požadavkem. K vypálení oční duhovky stačí tři nebo čtyři záblesky, po kterých je zajištěn pocit „písku“ a jedna nebo dvě bezesné noci. K tomuto účelu se používají svářečské kukly s tónovanými skly a někteří výrobci poloautomatů je nabízejí jako tovární sadu: to znamená, že maska je dodávána jako doplněk ke stroji.
Důležitou roli hrají rukavice nebo palčáky, které chrání vaše ruce před roztavenými cákanci a teplem z držáku. Kromě toho je jakékoli obloukové svařování silným proudem ultrafialového záření, a pokud jsou nechráněné oblasti pokožky vystaveny takovým lázním po dobu alespoň jedné minuty, je zaručeno vážné popálení. Například: když mechanik pracuje se svářečem (při práci podpírá některé obrobky), pak se mu do konce pracovního dne objeví opálení na obličeji a někdy si dokonce musí vyrobit masky proti spálení (kyselé mléko, kyselé krém atd.).
Při práci s jakýmkoliv svařováním je bezpodmínečně nutné mít ochranný oblek, který nelze propálit cákanci roztaveného kovu. To je také důležité, protože i jedna kapka na těle se rovná popálení. Pokud není k dispozici speciální oblek, je důležité, aby syntetika byla z oblečení zcela vyloučena, protože situaci zhorší. Boty by měly být uzavřené, ale ne hadrové (kožené nebo koženkové) – nejlépe, když to nejsou boty, ale kozačky. Pokud se práce provádí uvnitř, musí být zajištěno řádné větrání.

Viz také:
Argonové obloukové svařování: technologie
Závěr
Pokud splníte všechny požadavky stanovené SNiP a TU pro svářečské práce, o kterých se hovořilo v tomto článku, můžete se poměrně rychle naučit pracovat s poloautomatickým strojem. Nejdůležitější je nezanedbávat teorii, aby v praxi nevznikaly patové situace.