Tupé svařování – svařování kovů
Svary se klasifikují podle účelu, konstrukčního prvku, délky, polohy vzhledem k působící síle a polohy v prostoru. Podle účelu se svary dělí na pracovní a spojovací neboli konstrukční. Pracovní svary odolávají vypočítaným silám, jejich rozměry se určují výpočtem. Konstrukční neboli spojovací svary se používají ke spojování prvků, upevňování konstrukčních částí, odstraňování mezer a používají se s minimálním průřezem. Podle konstrukčního prvku se svary dělí na tupé, rohové a bodové. Tupý svar — je svarový šev tupého spoje. Tupé svary se provádějí při spojování prvků obvykle umístěných v jedné rovině vyplněním prostoru mezi díly přídavným materiálem. Při svařování prvků malé tloušťky stačí pro úplné provaření ponechat mezi hranami mezeru rovnou */3 tloušťka kovu, zatímco tupý šev může být buď na zbývající, nebo na odnímatelné podšívce.
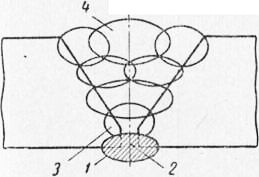
V případě velké tloušťky kovu, aby se dosáhlo plného propálení po celé hloubce svaru, je nutné okraje svařovaných prvků speciálně opracovat – provést přípravu hran, přičemž šev se může skládat z jedné nebo více housenek, nanesených v přípravě. Housenka je svarový kov navařený nebo přetavený v jednom průchodu. První housenka (obr. 2.7), nanesená v přípravě, se nazývá kořenová vrstva nebo někdy kořenový šev. Následné housenky tvoří výplňové vrstvy. V případě oboustranného svaru se menší část oboustranného švu, vytvořená předem, aby se zabránilo propálení při následném svařování, nebo nanesená jako poslední v kořeni švu, nazývá darový šev.  Obr. 2.7. Tupý svar s úpravou hran: 1 – kořenový průchod; 2-4 — výplňové vrstvy; 5 — podkladový šev Tupé svary by měly mít na obou stranách konvexnost ve formě otřepů s hladkým obrysem a pokud možno malé výšky. Konvexnost kompenzuje nerovnosti vnějšího povrchu svaru a možné zeslabení (póry, struskové vměstky) vnitřní části. Tupý svar je hlavním a nejúspornějším svarovým spojem. Přenáší sílu rovnoměrně po celém průřezu s nejnižšími lokálními napětími, což ho činí obzvláště vhodným pro vibrace a dynamické zatížení. Nevýhody tupého svaru jsou: výrobní obtíže při dosažení rovnoměrné mezery po celé délce spojovaných prvků; dodatečné náklady na zpracování hran; nutnost přesného řezání prvků. Rohový svar — je svarový šev rohového, překrývajícího se nebo T-spoje. Rohové svary se aplikují na roh tvořený spojovanými prvky, umístěnými v různých rovinách, a mohou se skládat z jedné nebo více housenek (obr. 2.8).
Obr. 2.7. Tupý svar s úpravou hran: 1 – kořenový průchod; 2-4 — výplňové vrstvy; 5 — podkladový šev Tupé svary by měly mít na obou stranách konvexnost ve formě otřepů s hladkým obrysem a pokud možno malé výšky. Konvexnost kompenzuje nerovnosti vnějšího povrchu svaru a možné zeslabení (póry, struskové vměstky) vnitřní části. Tupý svar je hlavním a nejúspornějším svarovým spojem. Přenáší sílu rovnoměrně po celém průřezu s nejnižšími lokálními napětími, což ho činí obzvláště vhodným pro vibrace a dynamické zatížení. Nevýhody tupého svaru jsou: výrobní obtíže při dosažení rovnoměrné mezery po celé délce spojovaných prvků; dodatečné náklady na zpracování hran; nutnost přesného řezání prvků. Rohový svar — je svarový šev rohového, překrývajícího se nebo T-spoje. Rohové svary se aplikují na roh tvořený spojovanými prvky, umístěnými v různých rovinách, a mohou se skládat z jedné nebo více housenek (obr. 2.8).  Obr. 2.8. Rohový svar tvořený několika housenkami Normální rohový svar má tvar rovnoramenného trojúhelníku s mírnou konvexností. U spojů, které přenášejí dynamické síly, by měly mít rohové svary konkávní povrch. GOST povoluje konvexnost a konkávnost rohového svaru až do 30 % jeho ramene. Zároveň by konkávnost neměla vést ke snížení hodnoty ramene. кп (velikost ramene koutového svaru, stanovená během návrhu). Návrhová velikost ramene (кп) je odvěsna největšího pravoúhlého trojúhelníku vepsaného do vnější části koutového svaru (obr. 2.9). U symetrického svaru je odvěsna ки Přijatelná je jakákoli ze stejných nohou; v případě asymetrického švu je přijata ta menší.
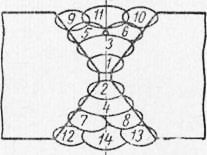
Obr. 2.8. Rohový svar tvořený několika housenkami Normální rohový svar má tvar rovnoramenného trojúhelníku s mírnou konvexností. U spojů, které přenášejí dynamické síly, by měly mít rohové svary konkávní povrch. GOST povoluje konvexnost a konkávnost rohového svaru až do 30 % jeho ramene. Zároveň by konkávnost neměla vést ke snížení hodnoty ramene. кп (velikost ramene koutového svaru, stanovená během návrhu). Návrhová velikost ramene (кп) je odvěsna největšího pravoúhlého trojúhelníku vepsaného do vnější části koutového svaru (obr. 2.9). U symetrického svaru je odvěsna ки Přijatelná je jakákoli ze stejných nohou; v případě asymetrického švu je přijata ta menší.  Obr. 2.9. Návrhová hodnota nohy (к„) rohové svary
Obr. 2.9. Návrhová hodnota nohy (к„) rohové svary
S bodovým stehem se nazývá svar, u kterého je spojení mezi svařovanými částmi dosaženo bodovým svařováním. Svařovací bod – Jedná se o bodový svarový prvek, který má v půdorysu tvar kruhu nebo elipsy. Bodové svary se používají ke svařování překrývajících se spojů s otvorem v horním prvku (obr. 2.10). Otvor může mít svislé stěny nebo zkosený okraj. Bodové svary mají mnoho společného s koutovými svary, až na to, že průřez svaru je tvořen vyplněním otvoru v plechu svarovým kovem. Tento typ svaru se příliš nepoužívá.  Obr. 2.10. Bodový svar překrývajícího se spoje Podle délky se svary dělí na spojité, přerušované a stehové. Nepřetržitý šev – je svar bez mezer po celé délce. Souvislý svar probíhá po celé délce spoje, od jednoho konce k druhému (2.11, A).
Obr. 2.10. Bodový svar překrývajícího se spoje Podle délky se svary dělí na spojité, přerušované a stehové. Nepřetržitý šev – je svar bez mezer po celé délce. Souvislý svar probíhá po celé délce spoje, od jednoho konce k druhému (2.11, A).  Obr. 2.11. Svary: а – oboustranný nepřetržitý; б – jednostranný přerušovaný, v – oboustranný řetěz; G – oboustranné šachy Přerušovaný šev — je svarový šev s intervaly po celé délce (obr. 2.11, b). U nekritických konstrukcí (svařování plotů, podlah atd.) může použití přerušovaných svarů přinést významný ekonomický efekt a výrazně snížit náklady na svářečské práce. Tento typ svaru se obvykle používá pro svařování překrytých a T-spojů. Druhy přerušovaných svarů jsou: řetězový přerušovaný svar a stupňovitý přerušovaný svar. Řetízkový steh — jedná se o oboustranně přerušený šev, u kterého jsou mezery umístěny na obou stranách stěny – jedna proti druhé (obr. 2.11, in). Šachovnicový přerušovaný steh — je oboustranný přerušovaný šev, u kterého jsou mezery na jedné straně umístěny naproti svařovaným částem švu na druhé straně (obr. 2.11, d). chňapka — je krátký svarový šev pro zajištění vzájemného uspořádání svařovaných dílů. Konstrukce vyrobené svařováním se velmi často skládají z mnoha různých prvků. Tyto prvky, sestavené svařováním, tvoří konečný svařovaný výrobek. Během montáže je nutné před svařováním připevnit k hlavní konstrukci nějaký prvek. To se zajišťuje aplikací řady krátkých švů umístěných v určité vzdálenosti od sebe. Cvočky musí být dostatečně pevné, aby držely prvek v požadované poloze a během svařování výrobku se nezlomily. Počet a průřez cvočků jsou určeny tloušťkou svařovaného kovu, délkou švu, zatížením ze zpracování za studena, kterému budou cvočky muset odolat, a také použitou technologií svařování.
Obr. 2.11. Svary: а – oboustranný nepřetržitý; б – jednostranný přerušovaný, v – oboustranný řetěz; G – oboustranné šachy Přerušovaný šev — je svarový šev s intervaly po celé délce (obr. 2.11, b). U nekritických konstrukcí (svařování plotů, podlah atd.) může použití přerušovaných svarů přinést významný ekonomický efekt a výrazně snížit náklady na svářečské práce. Tento typ svaru se obvykle používá pro svařování překrytých a T-spojů. Druhy přerušovaných svarů jsou: řetězový přerušovaný svar a stupňovitý přerušovaný svar. Řetízkový steh — jedná se o oboustranně přerušený šev, u kterého jsou mezery umístěny na obou stranách stěny – jedna proti druhé (obr. 2.11, in). Šachovnicový přerušovaný steh — je oboustranný přerušovaný šev, u kterého jsou mezery na jedné straně umístěny naproti svařovaným částem švu na druhé straně (obr. 2.11, d). chňapka — je krátký svarový šev pro zajištění vzájemného uspořádání svařovaných dílů. Konstrukce vyrobené svařováním se velmi často skládají z mnoha různých prvků. Tyto prvky, sestavené svařováním, tvoří konečný svařovaný výrobek. Během montáže je nutné před svařováním připevnit k hlavní konstrukci nějaký prvek. To se zajišťuje aplikací řady krátkých švů umístěných v určité vzdálenosti od sebe. Cvočky musí být dostatečně pevné, aby držely prvek v požadované poloze a během svařování výrobku se nezlomily. Počet a průřez cvočků jsou určeny tloušťkou svařovaného kovu, délkou švu, zatížením ze zpracování za studena, kterému budou cvočky muset odolat, a také použitou technologií svařování.
Podle polohy vzhledem k působící síle se svary dělí na: boční, čelní, kombinované a šikmé (obr. 2.12). Čelní tupý svar přenáší působící sílu rovnoměrně po celém průřezu s nejnižšími lokálními napětími. Pevnost spoje nezávisí na typu úpravy hran svařovaných prvků a je prakticky stejná, pokud je práce provedena správně. Je nutné pečlivě svařit konce svarů, zejména šikmých, aniž by vznikly podsvary nebo nezajištěné krátery, které mohou sloužit jako centra koncentrace napětí a trhlin.  Obr. 2.12. Typy svarových švů ve vztahu ke směru sil, které na ně působí: а – podélný (boční); б – příčný (čelní); в – kombinované; г — šikmý Čelní oboustranný rohový svar přeplátovaného spoje má ve většině případů nerovnoměrné rozložení zatížení. Rozložení napětí po délce bočního svaru v elastické fázi provozu je nerovnoměrné, s velkými přepětími v krajních bodech. Pevnost bočních svarů je o něco menší než u čelních svarů, protože k jejich destrukci dochází hlavně smykem při mírném ohybu. Plastické vlastnosti bočních svarů jsou nevýznamné a po objevení první trhliny na začátku svaru dochází k destrukci poměrně rychle. Při provádění přeplátovaných spojů pouze s bočními svary musí být délka svaru větší než šířka dílu. Pokud tuto podmínku nelze splnit, provádí se konturové svařování jak čelními, tak bočními svary. Konturové svařování zvyšuje pevnost spoje ve srovnání s čelními nebo bočními svary, ale průsečík čelních a bočních svarů ji snižuje. V rozích vzniká zvýšená koncentrace napětí, proto je vhodné je při svařování podél obrysu nesvařovat (obr. 2.13). Jsou akceptovány následující svařovací polohy (obr. 2.14): spodní tupý a „loďový“; spodní T-tvar; vodorovný; stropní tupý; strop ve tvaru T; svislý zdola nahoru; svislý shora dolů; nakloněný pod úhlem 45°.
Obr. 2.12. Typy svarových švů ve vztahu ke směru sil, které na ně působí: а – podélný (boční); б – příčný (čelní); в – kombinované; г — šikmý Čelní oboustranný rohový svar přeplátovaného spoje má ve většině případů nerovnoměrné rozložení zatížení. Rozložení napětí po délce bočního svaru v elastické fázi provozu je nerovnoměrné, s velkými přepětími v krajních bodech. Pevnost bočních svarů je o něco menší než u čelních svarů, protože k jejich destrukci dochází hlavně smykem při mírném ohybu. Plastické vlastnosti bočních svarů jsou nevýznamné a po objevení první trhliny na začátku svaru dochází k destrukci poměrně rychle. Při provádění přeplátovaných spojů pouze s bočními svary musí být délka svaru větší než šířka dílu. Pokud tuto podmínku nelze splnit, provádí se konturové svařování jak čelními, tak bočními svary. Konturové svařování zvyšuje pevnost spoje ve srovnání s čelními nebo bočními svary, ale průsečík čelních a bočních svarů ji snižuje. V rozích vzniká zvýšená koncentrace napětí, proto je vhodné je při svařování podél obrysu nesvařovat (obr. 2.13). Jsou akceptovány následující svařovací polohy (obr. 2.14): spodní tupý a „loďový“; spodní T-tvar; vodorovný; stropní tupý; strop ve tvaru T; svislý zdola nahoru; svislý shora dolů; nakloněný pod úhlem 45°.  Obr. 2.13. Svařování dílu podél kontury
Obr. 2.13. Svařování dílu podél kontury  Obr. 2.14. Typy svarů a jejich umístění v prostoru Spodní svařovací poloha — poloha, kde rovina, ve které se nachází svarový spoj, svírá s vodorovnou rovinou úhel 0 až 10°. Při svařování v dolní poloze je povrch svarové lázně vodorovný, což vytváří nejlepší podmínky pro vytvoření svaru.
Obr. 2.14. Typy svarů a jejich umístění v prostoru Spodní svařovací poloha — poloha, kde rovina, ve které se nachází svarový spoj, svírá s vodorovnou rovinou úhel 0 až 10°. Při svařování v dolní poloze je povrch svarové lázně vodorovný, což vytváří nejlepší podmínky pro vytvoření svaru.
Horizontální svařovací poloha — poloha, ve které se svarový šev nachází na svislé ploše a svírá s vodorovnou rovinou úhel 0 až 10°. Vertikální poloha během svařování — svarový šev je umístěn ve svislé rovině pod úhlem 90° ± 10° vzhledem k vodorovné rovině. Svařování na vzestupu – jedná se o tavné svařování v nakloněné poloze, při kterém se tavná lázeň pohybuje zdola nahoru. Svařování při sestupu — je tavné svařování v nakloněné poloze, při kterém se tavná lázeň pohybuje shora dolů. Svařování ve svislé poloze shora dolů a „směrem dolů“ se vyznačuje tím, že směr gravitace tekutého kovu a směr svařování se shodují, kov tavné lázně teče pod obloukem, což snižuje hloubku průvaru. Při svařování ve svislé poloze zdola nahoru a „nahoru“ je směr gravitace tekutého kovu opačný než směr svařování, kov tavné lázně teče zpod oblouku, čímž se zvětšuje hloubka průvaru. Šikmá svařovací poloha — rovina, na které se svar nachází, svírá s vodorovnou rovinou úhel 45° ± 10°. Poloha svařování na stropě — prostorová poloha během svařování, kdy se svařování provádí zespodu spoje. Při svařování nad hlavou je povrch svarové lázně vodorovný a kov lázně je držen silami povrchového napětí a tlaku oblouku. Tento typ svařování je nejobtížnější a mohou jej provádět pouze vysoce kvalifikovaní svářeči. Svařování ve svislých a nad hlavou prostorových polohách se používá hlavně v podnicích, kde jsou výrobky velkých rozměrů a nelze je otáčet. Svislá poloha při svařování je běžnější než poloha nad hlavou.

Svařování na tupo
К kategorie:
Svařování kovů
Svařování na tupo
Jako příklad spojového svařování nejprve uvedeme tupé svary. Vlastnosti tupého svaru a příprava hran pro svařování jsou určeny tloušťkou základního kovu. U malé tloušťky kovu, do 5 – 6 mm, hrany spojovaných plechů nevyžadují speciální přípravu a měly by být ořezány pouze dostatečně správně, aby byla zajištěna vzájemná rovnoběžnost a konstantní mezera mezi nimi po celé délce svaru. Svařovací operace je podobná navařování housenkou, je třeba věnovat zvláštní pozornost rovnoměrnosti tavení obou hran, pro což je konci elektrody dán příčný kmitavý pohyb.
Průřez svaru se získá s výraznou výztuží, která dosahuje 50-100 % tloušťky základního kovu.
Hlavní obtíž při tupém svařování spočívá ve správném vytvoření rubové strany švu. V tomto případě odchylky od normálního svařovacího režimu způsobují následující vady. Pokud je přívod tepla nedostatečný, celá tloušťka plechů se netaví a profil je nedostatečně svařený. Pokud je přívod tepla nadměrný, kov se zcela roztaví a roztavený kov vytéká z objemu švu, čímž na rubové straně vznikají úkapy a někdy i skrz otvory – propáleniny.
Během svařování je poměrně obtížné dosáhnout ideálního průřezu svaru s plným propálením průřezu plechu a bez úkapů na rubové straně. Svářeč nevidí rubovou stranu svaru*, proto stačí drobné odchylky ve svařovacím režimu k tomu, aby způsobil nedostatek propálení nebo úkapy na rubové straně. Z obavy z propálení a úkapů svářeč obvykle pracuje v režimu, který způsobuje nedostatek propálení průřezu svaru. Průměrný nedostatek propálení do značné míry závisí na kvalifikaci svářeče. U svářeče s nízkou kvalifikací může nedostatek propálení dosáhnout 50 % nebo více tloušťky plechu. Hodně také závisí na kvalitě použitých elektrod.
Svary s neúplným průřezovým tavením během statických zkoušek mají často uspokojivou pevnost, proto mohou být takové svary výjimečně povoleny v nízkokritických konstrukcích pracujících pod statickým zatížením.
Vliv nedostatečného propaření je v tomto případě kompenzován zesílením svaru na straně svaru. U kritickějších konstrukcí, zejména těch, které pracují s proměnným nebo rázovým zatížením, jsou svary s nedostatečným propařením průřezu nepřijatelné, protože způsobují nehody a destrukci svařovaných výrobků. Nedostatek propaření působí jako řez a vede k rychlé destrukci konstrukce. Při výrobě kritických svařovaných výrobků je nutné přijmout opatření, která zaručí absenci nedostatečného propaření průřezu svaru. Nedostatek propaření lze eliminovat zpětným svařováním rubové strany svaru nebo použitím výstelek. Zpětné svařování spočívá v nanesení dodatečné housenky se zmenšeným průřezem na rubovou stranu svaru.
Zpětné svařování je spolehlivá metoda pro odstranění nedostatečného tavení. Nevýhodou zpětného svařování je výrazné zvýšení pracnosti práce (o 30-40 % nebo více); navíc je zadní strana svaru často obtížně dostupná nebo se nachází v nevhodné poloze, například nad hlavou. Zpětné svařování se v praxi široce používá. Pokud je zadní strana svaru nepřístupná (například při svařování spojů trubek), používají se podklady. To umožňuje svařit celý profil z jedné strany a získat vysoce pevný svar v jednom průchodu.
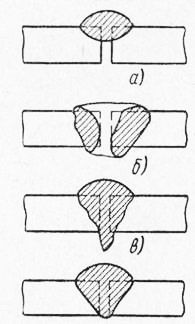
Obr. 1. Tupý svar bez zkosených hran: a — nedostatečné provaření průřezu; b — propálení a okapy; c — dobře tvarovaný svar
Podložky pro tupé svary se dělí na odnímatelné, odstraňované po svařování, a neodnímatelné neboli slepé, které zůstávají přivařeny k zadní straně svaru. Svařování s podložkami má řadu výhod: práce se provádí pouze z jedné, nejpohodlnější a nejdostupnější strany svaru; produktivita svařování se výrazně zvyšuje, protože svářeč bez obav z propálení a úkapů pracuje ve vyšších režimech a při zvýšených rychlostech svařování.
Odnímatelné podložky se obvykle vyrábějí z červené mědi. Vzhledem k vysoké tepelné vodivosti mědi se poměrně masivní podložky při kontaktu s tekutým kovem netaví a po svařování je lze snadno odstranit. Při intenzivní práci a hromadné výrobě identických výrobků lze měděné podložky chladit tekoucí vodou. Vhodná zařízení musí zajistit těsný kontakt svařovaného kovu s měděnými podložkami po celé délce svaru. Zbývající neodnímatelné neboli slepé podložky jsou obvykle ocelový pás o tloušťce 3-4 mm a šířce asi 50 mm. Spoj potrubí s vloženou ocelovou kroužkovou podložkou, někdy používanou v praxi svařování různých potrubí, je znázorněn na obr. 69. Pokud je to možné, je vhodné jako podložky použít prvky samotné svařované konstrukce.
Další obtíže představuje tupé svařování velmi tenkých kovů o tloušťce menší než 1,5 mm. Pro svařování tenkých kovů byly vyvinuty speciální elektrody, které zajišťují obzvláště stabilní hoření oblouku. Použití těchto elektrod a přídavných zařízení, která umožňují přesnou regulaci malých proudových sil, umožňuje úspěšné obloukové svařování ocelových plechů o tloušťce 0,5-1,5 mm. Tupé svařování ocelových plechů bez předběžné úpravy hran lze použít i pro větší tloušťky, za předpokladu, že svařování se provádí na obou stranách. Tuto metodu lze použít ke svařování plechů o tloušťce 8-12 mm. Nevýhodou takového spojení je značná pravděpodobnost neúplného svaření průřezu a vměstků strusky a oxidů podél osy švu a tuto vadu nelze detekovat vnější kontrolou a je odhalena pouze rentgenovým skenováním a jinými metodami.

Obr. 2. Svařování
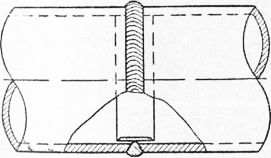
Obr. 3. Svařovaný spoj trubky s vloženým kroužkem
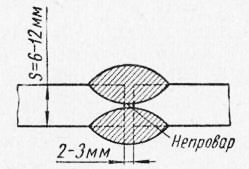
Obr. 4. Oboustranný tupý svar bez zkosených hran
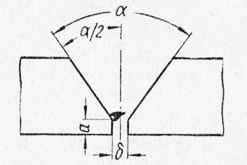
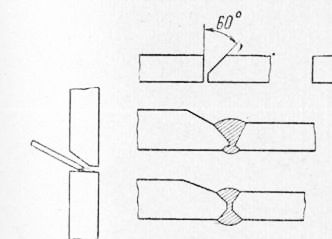
Obr. 5. Příprava hran ve tvaru V
Opatření k boji proti výše uvedeným vadám zůstávají stejná: svařování rubové strany a použití odnímatelných nebo zbývajících obložení. Před svařováním rubové strany u kritických výrobků se doporučuje vyříznout kov do hloubky 2-3 mm, tj. vybrat tzv. kontrolní drážku, která se poté zakryje svařovacím nebo kontrolním válečkem. Na vnější straně je svarová část doplněna výztuží, jejíž velikost se v závislosti na tloušťce kovu nastavuje v rozmezí 3-5 mm.
Obr. 6. Šev ve tvaru V: 1 — kontrolní svarová housenka; 2 — kontrolní drážka; 3 — první vrstva; 4 — výztuž
Obr. 7. Oboustranný šev ve tvaru X:
Při značných tloušťkách kovu a dostatečné přístupnosti rubové strany švu konkuruje oboustranný nebo X-tvarovaný šev jednostrannému švu. Pro provedení oboustranného švu je při stejné tloušťce nekovu zapotřebí méně navařeného kovu a menší náklady na práci svářeče. Druhou výhodou oboustranného švu je větší symetrie průřezu, která snižuje deformaci výrobku. Nevýhodou oboustranného švu je nutnost svařovat z obou stran, což často způsobuje obtíže a někdy je to zcela nemožné. Kromě uvedených symetrických tvarů švů se v praxi často používají asymetrické tupé švy s nestejnou úpravou hran.
Obr. 8. Asymetrické tupé svary
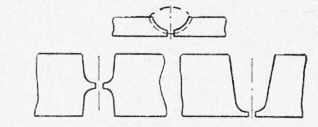
Obr. 9. Příprava okraje ve tvaru misky
Spoje s plochými hranami mají nevýhodu v tom, že svařování horní části spoje je poněkud obtížné a na vnějším povrchu jsou spoje příliš široké. V mnoha případech jsou mnohem praktičtější spoje se zakřivenými obrysy hran, tzv. miskovité jednostranné a oboustranné spoje, které zlepšují kvalitu svarového spoje a pohodlí svařování. Nevýhodou těchto spojů je složitá příprava hran. Obrázek 10 znázorňuje tvary housenkových a rohových svarových spojů, souvisejících s tupými spoji.