Jak správně utáhnout příruby?
Příruby jsou nepostradatelnými prvky v různém strojírenství návrhyzejména v potrubních systémech. Poskytují spolehlivý a hermetické spojení různých části, být pak trubky, čerpadla, kapacita nebo jiná zařízení.
Příruba – tentoPodle podstatu, kulatá část s otvory pro šroubykterý svařované nebo našroubovaný na konec trubky nebo jiné vybavení. Díky jeho design, příruby umožňují rychle a snadné rozebrat a sbírat připojení, což je velmi pohodlné při údržbě a opravy.
Přírubové připojení – tentoPodle podstatu, dva příruba, které jsou spojeny dohromady přišroubován a ořechy. Mezi příruby je instalováno těsnění těsněníkterá zajišťuje těsnost připojení a zabraňuje úniku kapaliny nebo plyn.
Hlavní výhody přírubových připojení:
- Jednoduchost montážní a demontáž. ️ Spojení a oddělení přírub nevyžaduje složité nářadí a operace.
- Možnost výměny jednotlivých prvků. Pokud jedna z přírub poškozené, lze jej snadno vyměnit bez nutnosti výměny celé konstrukce.
- Vysoký síla a spolehlivost. Přírubové spoje vydrží značné zatížení a tlak.
- Široká škála aplikací. Příruby se používají téměř ve všech průmyslových odvětvích průmysluod ropy a plynu po potraviny.
Požadovanou část otevřete kliknutím na příslušný odkaz:
Způsoby připojení přírub k potrubí
1. Přivařovací příruby
2. Závitové příruby
Jednodušší možností jsou závitové příruby, které jsou vhodné pro nízkotlaké trubky malého průměru.
Návrh přírubového spoje: Detaily a funkce
Instalace příruby: Pokyny krok za krokem
Důležité! Nesprávná instalace přírub může vést k netěsnostem, poškození zařízení a dokonce i nehodám. ⚠️
Původ slova „Flange“: Historie a etymologie
Slovo „flange“ přišlo do ruštiny z německého jazyka.
Technologie výroby přírub: Od lisování po obrábění
Příruby se vyrábí z různých materiálů, nejčastěji z oceli.
Příruba v převodovce: Zvláštní případy
U některých strojů, jako jsou převodovky, se příruby používají ke spojení různých dílů. ⚙️
Tipy a triky
Závěry
Časté dotazy (FAQ)
Komentáře
Spolehlivé připojení příruby: svařování na tupo
Přírubové spoje jsou nepostradatelným prvkem v různých průmyslových odvětvích, od ropného a plynárenského až po chemický. Zajištění těsnosti a pevnosti spoje je klíčovým úkolem při jejich instalaci. Jednou z nejspolehlivějších metod spojování přírub je svařování na tupo se dvěma švy.
Tato metoda zahrnuje vytvoření dvou svarů na spoji přírub. Tento přístup zajišťuje maximální pevnost a těsnost spoje, odolávající vysokým tlakům a teplotám. ️ Je důležité si uvědomit, že instalace přírub svařováním na tupo je pracný proces, který vyžaduje vysoce kvalifikované svářeče a použití speciálního vybavení. ️
GOST 12821-80 hraje důležitou roli při standardizaci tohoto typu spojení, zejména ve vztahu k přírubám na tupo, nazývané také příruby s límcem. Tato norma specifikuje požadavky na provedení přírub, rozměry svaru, materiály a technologii svařování. Shoda s GOST zaručuje vysokou kvalitu a spolehlivost spojení, což je zvláště důležité pro kritické konstrukce. ️
Výhody přírub pro svařování na tupo se dvěma švy:
(Tj. Maximální pevnost: dva svary poskytují vysokou únosnost spoje, schopné odolat značnému zatížení.
(Tj. těsnění: Správně provedené svařování zajišťuje, že nedochází k netěsnostem, což je důležité zejména pro prostředí, která vyžadují těsnění.
(Tj. Trvanlivost: kvalitní svařovaný spoj přírub zajišťuje dlouhodobý a spolehlivý provoz. ⏳
(Tj. Všestrannost: Metoda je použitelná pro různé materiály a průměry přírub. ⚙️
Navzdory pracnosti je svařování natupo přírub se dvěma švy optimální volbou pro kritické konstrukce, kde je vyžadována maximální pevnost a těsnost. Správné dodržování GOST a kvalifikace svářečů je klíčem ke spolehlivosti a bezpečnosti provozu. ️
Způsoby připojení přírub k potrubí
Existuje několik způsobů, jak připojit příruby k potrubí, a konkrétní zvolený způsob závisí na průměru potrubí, materiálu, tlaku a dalších faktorech.
1. Přivařovací příruby
Navařovací příruby jsou nejběžnějším typem příruby. Jsou po obvodu přivařeny k trubce, což zajišťuje velmi pevné a spolehlivé spojení.
- Spojení je provedeno dvěma švy. První šev je vyroben podél obvodu příruby a druhý – na křižovatce s trubkou.
- Instalace svařovaných přírub je pracný proces, vyžadující kvalifikované svářeče a speciální vybavení.
- GOST 12821-80 specifikuje normy pro příruby na tupo, nazývané také příruby s límcem.
2. Závitové příruby
Jednodušší možností jsou závitové příruby, které jsou vhodné pro nízkotlaké trubky malého průměru.
- Spojení se provádí našroubováním příruby na trubku s vnějším závitem.
- Obvykle se používá závit NPT (National Pipe Thread), který je standardizován v ASME B1.
- Závitové příruby jsou méně odolné než svařované příruby, a nejsou vhodné pro vysoké tlaky a teploty.
Návrh přírubového spoje: Detaily a funkce
Přírubový spoj se skládá z několika hlavních součástí:
- Dvě příruby. Každá příruba má otvory pro šrouby a je přivařena nebo našroubována na trubku.
- Těsnící těsnění. Těsnění se instaluje mezi příruby a zajišťuje těsné spojení.
- Šrouby a matice. Šrouby a matice spojují příruby a poskytují potřebnou utahovací sílu.
Výběr materiálu těsnění závisí na provozním prostředí:
- Pro vodu a páru se obvykle používají paronitová těsnění.
- Pro agresivní prostředí se používají těsnění z fluoroplastu, grafitu nebo jiných materiálů.
Instalace příruby: Pokyny krok za krokem
Instalace přírub je odpovědný proces, který vyžaduje dodržování určitých pravidel.
- Příprava povrchu. Před montáží přírub je nutné očistit povrch potrubí od nečistot, rzi a jiných nečistot.
- Montáž přírub. Příruby se instalují na potrubí a upevňují se svařováním nebo závitováním.
- Instalace těsnění. Těsnění se instaluje mezi příruby.
- Utahování šroubů. Šrouby se utahují střídavě diagonálně, křížem.
- Kontrola utažení. Je důležité zajistit, aby byly šrouby utaženy rovnoměrně, aby byly těsnicí plochy rovnoběžné.
- Montáž ochranných krytů. ️ V případě agresivního prostředí jsou na přírubové jednotky instalovány ochranné kryty.
Důležité! Nesprávná instalace přírub může vést k netěsnostem, poškození zařízení a dokonce i nehodám. ⚠️
Původ slova „Flange“: Historie a etymologie
Slovo „flange“ přišlo do ruštiny z německého jazyka.
- Německé slovo „Flansch“ doslovně přeloženo jako „flanche“.
- Etymologie slova „Flansch“ je pozdně středohornoněmeckého původu.
Zajímavostí je, že v některých regionech a odborných oborech, např. ve strojírenství, se místo „příruba“ stále používá slovo „flange“.
Technologie výroby přírub: Od lisování po obrábění
Příruby se vyrábí z různých materiálů, nejčastěji z oceli.
- Hlavní výrobní metodou je lisování za tepla. Příruby jsou lisovány na speciálních lisech o síle až 4500 kN.
- Po vyražení se příruby zpracují. ⚙️ Na soustruzích se vrtají otvory a opracovávají se plochy přírub.
- Kvalita přírub je přísně kontrolována. Příruby jsou testovány na shodu s normami a požadavky.
Příruba v převodovce: Zvláštní případy
U některých strojů, jako jsou převodovky, se příruby používají ke spojení různých dílů. ⚙️
- Příruba adaptéru pro šnekové převodovky 040 / 075(90) (NMRV) spojuje dvě jednostupňové převodovky.
- Hřídel adaptéru zajišťuje přenos točivého momentu mezi převodovkami.
- Toto spojení umožňuje dosáhnout vysokého točivého momentu a nízké rychlosti otáčení.
- Účinnost takového spojení je však obvykle nízká.
Tipy a triky
- Při výběru přírub zvažte provozní tlak a teplotu. . ️
- Používejte kvalitní těsnění vhodná do pracovního prostředí.
- Šrouby správně utáhněte, aby bylo zajištěno rovnoměrné upnutí.
- Pravidelně kontrolujte těsnost přírubových spojů.
- Při servisu a opravách používejte nástroje vhodné pro typ příruby. ️
- Při instalaci přírub dodržujte pokyny výrobce.
Závěry
Příruby jsou důležitým prvkem mnoha inženýrských konstrukcí a poskytují spolehlivé a těsné spojení mezi různými částmi. Správný výběr přírub, jejich instalace a údržba je klíčem k odolnosti a bezpečnosti zařízení.
Časté dotazy (FAQ)
Svařované, závitové, příruby se svař límec, příruby s převlečnou maticí.
ocel, litina, nerez ocel, mosaz.
Zvažte práci tlak, teplotu, Typ prostředí, průměr trubky.
Prvek, který je instalován mezi příruby, zajišťující těsnost.
Jeden za druhým, křížem, zajišťující rovnoměrný tlak.
Ve většině případů anoNa stavŽe těsnění a povrchy přírub nejsou poškozeny.
GOST, DIN, ASME.
Ve specializovaných obchody, obchodování válcovaný kov a instalatérství.
Podle jmenovitého průměru trubkyna kterém je nainstalován.
Zkontrolujte stav těsnění, nafouknout šrouby, možná, bude potřebovat výměnu těsnění nebo příruba.

Nesprávné dotažení svorníků příruby na vysokotlakém potrubí má za následek axiální posunutí těsnicí plochy příruby. Použití metod sekvenčního utahování přírubových spojů zajišťuje rovnoměrné stlačení ocelového těsnicího těsnění a následně spolehlivost a těsnost celého přírubového spoje.
Datum zveřejnění: 8. února 2011
Autor: Drozdov M.V., Engineering Union LLC
Obsah
Požadavky na předpětí přírubového spojovacího prvku
Předpětí (utažení) spojovací materiál nutné k zajištění těsnosti těsnící přírubový spoj v pracovních podmínkách.
Používají se především pro těsnění vysokotlakých potrubních součástí svorníky pro přírubové spoje, vyrobené podle GOST 9066-75.
Široké použití okenic s těmito spojovací materiál přispěl k následujícímu: jednoduchost a vyrobitelnost ve výrobě; spolehlivé metody výpočtu a návrhu; dlouholetá tradice navrhování a výroby SVD. Nevýhodou těchto ventilů je velká pracnost přepážek spojená s délkou času potřebného k zašroubování připojených závitových dílů a také obtížná mechanizace a automatizace procesu montáže a demontáže ventilu z důvodu velkého počet cvočků. Snaha snížit pracnost procesu přepážky a její mechanizace vedla k vytvoření široké škály konstrukcí speciálních zařízení pro předpínání (utahování) svorníků popř. šrouby a matice.
Během procesu utahování vše ocelové spojovací prvky (svorníky, šrouby, matice, podložky) musí být nabito daným utahovací síla. V tomto případě musí být síla rovnoměrně rozložena na všechny spojovací materiál. Za těchto podmínek je zajištěno rovnoměrné rozložení přítlačného tlaku po celé těsnicí ploše spoje a čepy jsou zaručeny chráněny před přetížením.
V současnosti používané metody předpětí spojovacích prvků se dělí do tří typů:
- utahování působením rázových rotačních impulsů na matici;
- utahování působením krouticího momentu na matici;
- utahování působením axiálních sil na svorník.
Poslední dvě metody jsou nejpoužívanější.
Utahování upevňovacích prvků pomocí krouticího momentu
Hlavními výhodami metody momentového utahování jsou jeho univerzálnost, jednoduchost a vysoký výkon. Nevýhody jsou spíše nízká účinnost (pouze 10 % z celkové práce vynaložené na utahování závitového spoje představuje vytvoření axiální síly) a vznik torzních pnutí v čepu při utahování, která snižují únosnost závitových spojů.
Při utahování spoje kroutící moment Мcr, aplikovaný na matici, je vynaložen na překonání tření konce matice na stacionární nosné ploše spojovací části potrubí a tření styčných ploch závitu matice a čepu:
kde Мт — moment tření konce matice o stacionární nosnou plochu spojovaných dílů; Мр — krouticí moment v závitu;
kde fТ — koeficient tření na konci matice; Q3 — utahovací síla; RT — podmíněný poloměr tření matice;
kde DT je průměr vnější nosné plochy matice; dшб — vnitřní průměr podložky. Kroutící moment v závitu
kde Р — stoupání závitu; fр — koeficient tření v závitu; d2 – střední průměr závitu. Pro závitové spoje, kdy jsou kontaktní plochy mazány průmyslovým olejem a nejsou na nich žádné elektrolytické povlaky fТ = 0,12, fp = 0,20.
Utahování spojovacích prvků aplikací axiálních sil na dřík šroubu nebo čepu
Způsob utahování závitových spojů působením axiálních sil na svorník nemá nevýhody uvažovaného způsobu. Metoda spočívá v natažení tyče svorníku speciálním zařízením (hydraulickým zvedákem) a následném volném zašroubování matice pro upevnění tyče svorníku v nataženém stavu.
Zvláštností metody je, že po utažení matice bez použití krouticího momentu zůstávají spojovací prvky nezatížené: spojovací závit čep – matice a mikronepravidelnosti rozhraní matice – podložka и podložka – příruba. V důsledku toho se po odstranění tahového zatížení čepu tyto prvky zatěžují a deformují, v důsledku čehož zbytková utahovací síla klesá.
Měření stupně redukce síly v čepu pomocí součinitele odlehčení
Posuzuje se míra redukce síly ve vlásence faktor vykládky. Koeficient odlehčení čepu zohledňuje snížení síly v čepech, když je zatížení přeneseno na hlavní matici po odstranění zatížení zatěžovacího zařízení, a je roven poměru síly napínající čep ke zbytkové síle v něm. .
Sled utahování upevňovacích prvků v přírubovém spoji
Vzhledem k tomu, že při utahování přírubový spoj V praxi se zatěžuje pouze jeden nebo více svorníků (skupina svorníků) současně, pak je nutné dodržet určitou posloupnost při utahování každého svorníku nebo samostatných skupin současně utahovaných svorníků. Dodržování určité sekvence při utahování svorníků je způsobeno zvláštnostmi utahování skupinového závitového spoje, které jsou následující. Utahováním svorníků přírubových spojů na vysokotlakém potrubí dochází k axiálnímu posunutí těsnící plochy příruby nebo kuželky v důsledku zmenšení lineárních rozměrů těsnicího kroužku v axiálně-radiálním směru, deformace mikrodrsností stykové plochy, stlačení materiálů přírub těla nádoby a krytu v oblasti těsnících ploch a další deformace. V důsledku těchto deformací dochází k axiálnímu pohybu krycí roviny, na které dosedají matice hlavních upevňovacích prvků.
Důsledné snižování utahovací síly přírubových spojovacích prvků
Přírubová rovina popř přírubové zátky se pohybuje při utahování každého jednotlivého čepu nebo skupiny čepů v důsledku dodatečné deformace těsnění příruby těsnicího kroužku, když se objeví dodatečné zatížení od nově zatížených čepů. Výsledkem je, že při utahování následujících čepů jsou dříve utažené čepy odlehčeny, protože stupeň jejich axiální deformace klesá o velikost dalšího axiálního pohybu krytu. Výše vykládky, tzn. snížení axiální síly v závrtné tyči závisí na poměru axiálních poddajností utahovaných dílů (o-kroužek, kryt) a čepů (závrtné tyče, závit).
Současná zatěžující síla každého čepu nebo skupiny čepů tedy musí být větší než síla, kterou daný čep nebo skupina čepů absorbuje na konci procesu utahování. Aktuální hodnota zatěžovací síly by měla být zvolena tak, aby po dotažení posledního svorníku nebo skupiny svorníků návrhovou utahovací silou byly všechny ostatní svorníky, které byly dříve utaženy odpovídající silou přesahující návrhovou sílu, odlehčeny na návrhovou utahovací sílu. V důsledku toho musí být zajištěno stanovené rovnoměrné zatížení všech svorníků.
V důsledku toho koncept „režimu silového utahování“ umožňuje výběr aktuálních hodnot zatěžovacích sil, které jsou aplikovány v určitém pořadí na každou zatíženou skupinu čepů pro jeden nebo několik po sobě jdoucích zatěžovacích cyklů (okruhů), aby bylo zajištěno rovnoměrné zatížení všech svorníků spoje vypočtenou utahovací silou.
Způsoby zatížení přírubových spojovacích svorníků
Režimy zatížení přírubových spojovacích čepů jsou rozděleny na
- jednorázové a
- skupina.
Režim jednorázového utažení pro přírubové spojovací prvky
Nejrychlejší, nejspolehlivější a ideální z hlediska zajištění přesnosti a rovnoměrnosti zatížení je způsob utažení všech šroubů najednou spojení. V tomto případě jsou všechny připojovací čepy zatěžovány současně silami o stejných hodnotách proudu.
Skupinové metody pro utahování svorníků nebo šroubů přírubových spojů
Pokud není možné vytvořit jednorázový režim načítání, použijí se skupinové režimy. V režimu skupinového utahování jsou všechny čepy ventilů rozděleny do skupin současně utahovaných čepů. Skupiny svorníků by měly být rovnoměrně rozmístěny po obvodu kružnice šroubu. Počet svorníků ve skupině musí být násobkem celkového počtu svorníků v přírubovém spoji.
Skupinový režim utahování může být
- jednoobtokový a
- vícenásobný bypass.
Skupinový jednoprůchodový režim pro utahování spojovacích prvků přírubového spoje
na režim jednoho bypassu zatížení působí postupně na každou skupinu současně utažených čepů pouze jednou. V tomto případě se zatížení na čepy každé skupiny změní z maximální (u první skupiny) na návrhovou utahovací sílu (u poslední skupiny). Výhodou tohoto režimu utahování je: relativně krátká doba trvání procesu utahování svorníků, stejně jako vyšší přesnost zatěžování (ve srovnání s víceprůchodovým režimem), díky velkému počtu průchodů a souvisejících chyb zatěžování. Hlavní nevýhodou je poměrně velká zatěžovací síla trnů první skupiny oproti zatěžovací síle poslední skupiny (často se liší 8-10x).
V souvislosti s těmito nevýhodami mohou být překážky pro použití režimu utahování s jedním bypassem:
- nedostatečný výkon nakládacího zařízení;
- nedostatečná pevnost montážního dříku svorníku, která musí odpovídat zatěžovací síle svorníků první skupiny.
Skupinový víceprůchodový režim pro utahování šroubů příruby maticemi
V tomto případě použijte víceprůchodový režim skupinového utahování. Tento režim se skládá z provedení několika po sobě jdoucích kol zatížení svorníků všech skupin připojení. Zatěžovací síla čepů při těchto obtocích závisí na přijaté verzi režimu utahování s více obtoky. Nejběžnější varianta režimu utahování více obtokem je bypass-ekvalizace.
Výpočet režimů utahování svorníků a matic přírub
Výpočet režimů utahování čepů. Režim jednorázového utahování svorníků je speciální případ režimu jednokolového skupinového utahování, ve kterém je počet skupin svorníků n=1, tzn. Všechny přírubové čepy jsou zatěžovány současně. V jednoprůchodovém režimu utahování svorníků je aktuální zatěžovací síla další skupiny svorníků (RD26-01-122-89)
(5)
kde Kz 1 — koeficient vyložení čepů odpovídající skupiny; Qn — konečná utahovací síla čepů poslední skupiny; n = m/i —počet skupin kolíků v bráně; m — počet kolíků v bráně; i — počet současně pracujících nakládacích zařízení (hydraulických zvedáků); z — sériové číslo naložené skupiny záklopových plechů. Maximální síla Qn, na jednu skupinu svorníků na konci procesu utahování,
kde Q3 — celková utahovací síla všech šroubů.
Relativní koeficient poddajnosti těsnicího těsnění
λ и λШ(Q) – axiální poddajnost těsnícího těsnění a skupiny svorníků. Aktuální hodnota zatěžovací síly jednoho čepu odpovídající skupiny
Aktuální hodnota zatěžovací síly jednoho čepu první skupiny Q‘z = 1 ve srovnání s přípustným zatížením na jeden čep [Q‚]; v tomto případě musí být podmínka splněna
Povolené zatížení na jeden čep [Q‚] je považováno za rovné menší ze dvou hodnot:
1. z podmínky zajištění pevnosti montážní plochy závitu čepu
kde σ 20 ТШ — mez kluzu materiálu čepu při teplotě 20 °C; FШ – plocha průřezu montážní části čepu;
2. nebo pracovní silou nakládacího zařízení (hydraulického zvedáku)
Pokud není splněna podmínka (9), je nutné vypočítat obtokový vyrovnávací režim utahování svorníků a aktuální hodnotu zatěžovací síly další skupiny svorníků s odpovídajícím obtokem.
(12)
kde [Q] – přípustné zatížení na skupinu svorníků; N — pořadové číslo bypassu;
Požadovaný počet kol
(14)
kde Kz2 — součinitel odlehčení svorníků v režimu utahování s vyrovnávacím obtokem.
Faktor odlehčení čepů pro přírubové spoje
Rozdíl v koeficientu vyložení přírubových spojovacích prvků pro těsnění těsnění různých sekcí
Maximální hodnoty koeficientů Кn Odlehčení svorníků v režimu jednoprůchodového utahování (první skupina upevňovacích prvků) pro O-kroužek odpovídajícího typu je uvedeno v tabulce níže.
Maximální hodnoty součinitele uvolnění přírubových spojovacích prvků v režimu jednoprůchodového utahování pro ocelová těsnící těsnění různých sekcí
| Pohled v řezu na ocelové těsnění | Maximální hodnota Kn |
| dvojité kuželové těsnění | 1,4 |
| trojúhelníkové těsnění | 1,45 |
| osmihranné těsnění | 1,38 |
| ploché těsnění | 1,4 |
Rozdíl v koeficientu vyložení podle skupin utahování spojovacích prvků
Koeficient odlehčení čepů závisí na poměru axiálních poddajností dílů přírubových spojů (nebo ventilů nádoby a přístroje s přírubami). Vzhledem k tomu, že poddajnost mikronerovností závisí na zatížení a mikronerovnosti existují jak v závitových spojích, tak v těsnících jednotkách, pak následně závisí axiální poddajnost závitových spojů a těsnicích jednotek na zatížení.
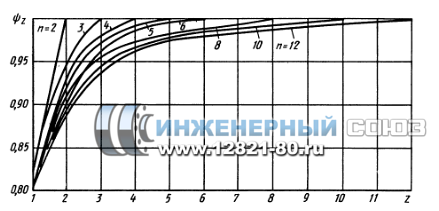
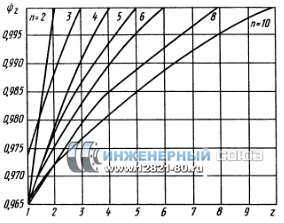
Obr. 1. Závislost koeficientu ψz z
čísla n skupiny a sériové číslo z skupiny
pro přírubové připojení
s ocelovým těsněním
ve formě dvoukuželového prstence.
S rostoucí zátěží axiální poddajnost přírubové díly a následně se také snižuje koeficient vyložení trnů. V tomto ohledu jsou koeficienty vyložení kolíků různých skupin spojení různé.
Pro první skupinu trnů, která je zatížena maximálním zatížením, je koeficient vyložení minimální; pro poslední skupinu trnů je koeficient vyložení maximální.
Koeficient vyložení pro skupinu svorníků odpovídajícího sériového čísla
kde ψz — koeficient v závislosti na typu těsnicího kroužku, počtu skupin svorníků v přírubovém spojení a sériovém čísle skupiny (obr. 6.35,6.36, XNUMX).
Obr. 1. Závislost koeficientu ψz z
čísla n skupiny a sériové číslo z skupiny
pro přírubové připojení
s ocelovým těsněním
trojúhelníkový řez.
U ventilů s osmihranným těsnicím kroužkem a plochým kovovým těsněním akceptujte
ψz = 1, protože rozdíl v zatěžovacích silách mezi skupinami čepů je malý, a proto je koeficient vyložení téměř konstantní a rovný maximální hodnotě Кn. Koeficient odlehčení svorníků pro první bypass v režimu utahování s vyrovnáváním bypassu je určen jako pro režim utahování s jedním bypassem. Během následujících kol se koeficient vyložení pro každou skupinu svorníků rovná koeficientu vyložení pro poslední skupinu svorníků prvního kola. Pokud je nakládací zařízení (hydraulický zvedák) vybaveno mechanismem pro šroubování matic s regulací točivého momentu, pak s nataženým čepem je tento moment určen empirickým vzorcem
kde MKpz — točivý moment, N m; Fш — plocha průřezu čepu, m2; dp — průměr závitu spojovacího prvku, m.
V tomto případě koeficient vyložení svorníků (šroubů)
Závěr
Použití uvažovaných metod sekvenčního utahování přírubových spojů zajišťuje rovnoměrné stlačení těsnicího těsnění a následně spolehlivost a těsnost přírubového spojení.
Reference
- Boyarshinov S.V. Základy stavební mechaniky strojů.. – M.: Mashinostroenie, 1973. – 456 s.
- Těsnost pevných spojů hydraulických systémů / V. G. Babkin, A. A. Zaichenko, V. V. Aleksandrov aj. – M.: Mashinostroenie, 1977. – 120 s.
Vstupem na tuto stránku automaticky přijímáte uživatelskou smlouvu.

Výroba
Vyrábíme lité příruby, polotovary z oceli 09G2S, oceli 20, St 08Х18Н10Т, 15Х5М
Je nutné
- Vykupujeme kovoobráběcí zařízení. Koupíme soustruhy, rotační soustruhy, vertikální vrtačky.
- Společnost Hardware and Flange Plant bude nakupovat výlisky a výkovky. Vykoupíme válcovaný a šrot uhlíkové a nerezové oceli.
- Koupíme nerezovou ocel 12H18N10Т, 08Х18Н10Т
Články
- Příprava trasy potrubí
- základové šrouby
- Typy přírubových spojů
- Nerezové trubky a výrobky z nerezové oceli

©“Hardware and Flange Plant“ 2003–2024 Oznamovací články
Vývoj webu: Drozdov Maxim